


- Navigation -
 Current Location:
Current Location:PRODUCTS DETAILS
PRODUCTS DISCRIPT
-
Welding Table
-
Machine Tool Casting
-
Cast Iron Surface Plate
-
Granite Surface Plate Measuring Tools
-
Machine Tool Leveling Pad
-
3D Platform Accessories
-
Plug Gauge/Ring Gauge
-
Bent board/square box
-
Machine Tool Test Bar
-
Magnesium-Aluminum Straightedge
-
Cast Iron Straight Edge/Square
-
Welding displacement series

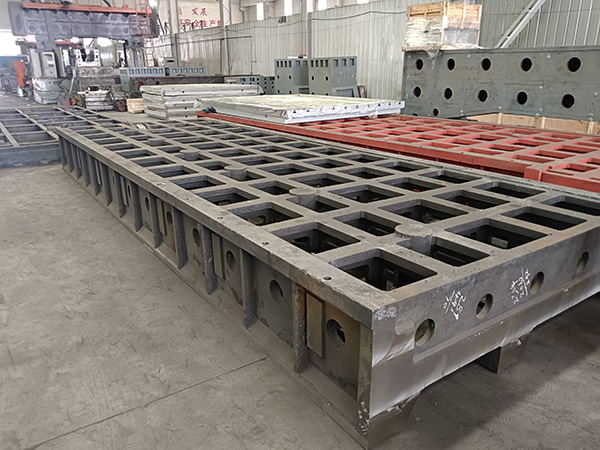
Cast iron platform
Cast iron platform, also known as cast iron flat plate, is a flat reference tool used for workpiece inspection or marking, mainly used as a benchmark for checking workpiece errors. ......


 PRODUCT DETAILS
PRODUCT DETAILS
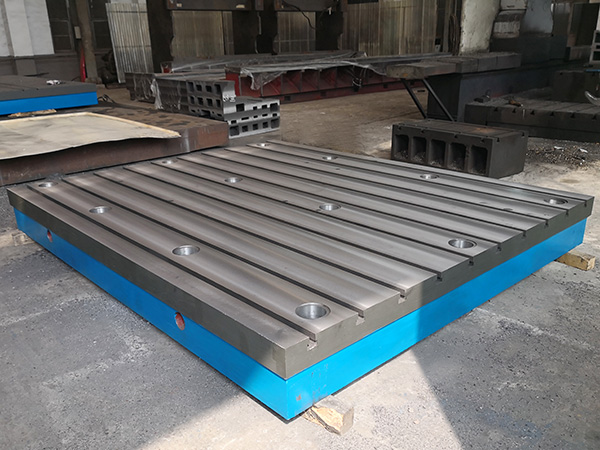
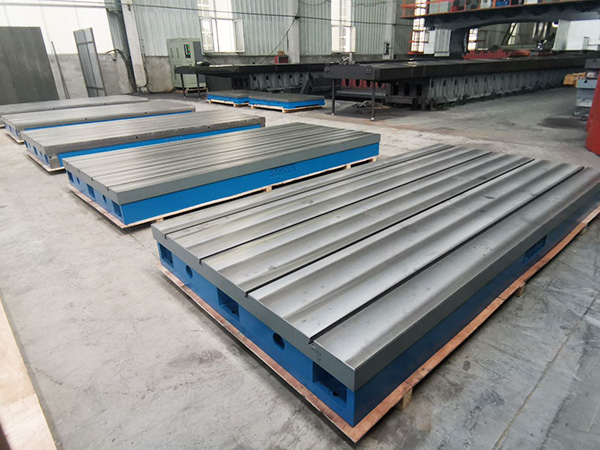
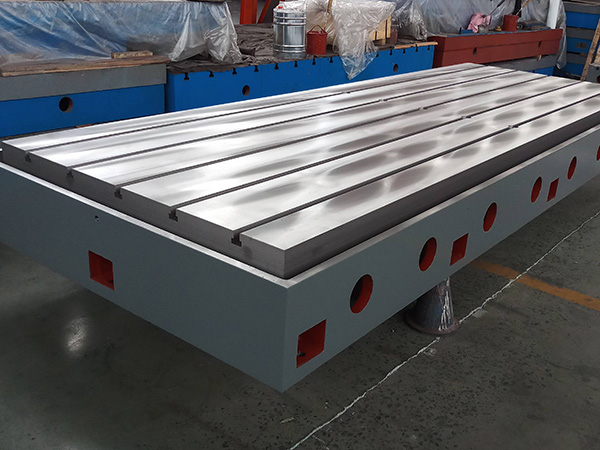
Cast iron platform, also known as cast iron flat plate, is a flat reference tool used for workpiece inspection or marking, mainly used as a benchmark for checking workpiece errors. Cast iron platforms are widely used in industries such as mechanical manufacturing, chemical engineering, hardware, aerospace, petroleum, automotive manufacturing, and instrument manufacturing.
Classification of Cast Iron Platforms:
According to their purposes, they are divided into inspection plates, marking plates, assembly plates, riveting and welding plates, welding plates, sand pressing plates, etc.
According to its accuracy level, it is divided into Level 1, Level 2, and Level 3 flat plates. Rock flat plates can reach up to Level 000, with Level 2 and above being inspection flat plates and Level 3 being marked flat plates.
The cast iron platform has the following characteristics:
1. After wear and tear, the cast iron platform can be re scraped to restore its accuracy.
2. The cast iron platform can be inspected for flatness of parts using the coloring method, which has the advantages of accuracy, intuitiveness, and convenience. Pushing the gauge seat and workpiece smoothly on the scraped cast iron platform without any rough feeling, facilitates measurement and improves measurement accuracy.
3. The quality of cast iron and heat treatment on the cast iron platform have a significant impact on the performance of the flat plate: or the working surface may deform due to residual large internal stresses; Or the accuracy cannot be maintained due to the lack of damage; Or due to difficulty in scraping, roughness with small values cannot be obtained. Therefore, when using a cast iron platform, attention should be paid to the selection of cast iron materials, and methods such as aging treatment should be used to reduce residual stress in the cast iron platform.
How to improve the service life of cast iron platforms?
1. In order to prevent deformation of the cast iron platform, four steel wire ropes of the same length should be used to simultaneously hang the four lifting holes on the cast iron platform during lifting, and the cast iron platform should be smoothly lifted onto the transport vehicle.
2. Place and level the support points of the cast iron platform, ensuring that each support point is evenly stressed and the entire cast iron platform is stable.
3. When installing the cast iron platform, the various support points of the cast iron platform plate should be padded and compacted with adjusting shims, and the technical personnel should adjust the cast iron platform to a qualified accuracy.
4. When using a cast iron platform, handle the workpiece gently and do not move rough workpieces on the platform to avoid damage such as bumps and scratches on the working surface of the cast iron platform.
5. In order to prevent overall deformation of the cast iron platform, after use, the workpiece should be removed from the cast iron platform to avoid long-term heavy pressure on the cast iron platform, which may cause deformation of the cast iron platform.
6. When the cast iron platform is not in use, the working surface should be cleaned in a timely manner, then coated with a layer of anti rust oil and covered with anti rust paper. The cast iron platform should be covered with the outer packaging of the cast iron platform to prevent damage to the working surface of the cast iron platform caused by carelessness.
7. Cast iron platforms should be installed in a ventilated and dry environment, away from heat sources, corrosive gases, and corrosive liquids.
8. The cast iron platform is subject to regular weekly inspections according to standards, and the inspection cycle can be 6-12 months depending on the specific situation.
Technical Parameter:
| Specifications | Accuracy class μm | Specifications | Accuracy class μm | ||||||||
| Level 0 | Level 1 | Level 2 | Level 3 | Fine plane | Level 0 | Level 1 | Level 2 | Level 3 | Fine plane | ||
| 100×100 | 4 | 8 | 26 | 2500×2500 | 72 | 180 | 270 | ||||
| 200×100 | 5 | 10 | 20 | 3000×1000 | 168 | 248 | |||||
| 200×200 | 5 | 10 | 20 | 3000×1500 | 174 | 154 | |||||
| 300×200 | 6 | 12 | 24 | 3000×2000 | 184 | 275 | |||||
| 300×300 | 6 | 12 | 24 | 3000×2500 | 186 | 276 | |||||
| 400×300 | 6 | 12 | 24 | 3000×3000 | 210 | 300 | |||||
| 400×400 | 6 | 12 | 24 | 4000×1000 | 210 | 300 | |||||
| 500×300 | 6 | 12 | 24 | 4000×1500 | 210 | 300 | |||||
| 500×500 | 7 | 14 | 28 | 4000×2000 | 219 | 310 | |||||
| 600×400 | 7 | 14 | 28 | 4000×2500 | 228 | 340 | |||||
| 600×500 | 7 | 14 | 28 | 4000×3000 | 240 | 360 | |||||
| 800×500 | 8 | 16 | 32 | 80 | 5000×1500 | 249 | 370 | ||||
| 800×600 | 8 | 16 | 32 | 80 | 5000×2000 | 255 | 375 | ||||
| 900×600 | 8 | 16 | 32 | 80 | 5000×2500 | 264 | 390 | ||||
| 1000×750 | 9 | 18 | 36 | 90 | 5000×3000 | 287 | 420 | ||||
| 1000×1000 | 10 | 20 | 39 | 96 | 6000×1500 | 287 | 420 | ||||
| 1200×1000 | 20 | 39 | 96 | 6000×2000 | 293 | 430 | |||||
| 1500×1000 | 24 | 48 | 120 | 6000×2500 | 300 | 450 | |||||
| 1500×1500 | 25 | 50 | 125 | 6000×3000 | 308 | 460 | |||||
| 2000×1000 | 26 | 52 | 129 | 8000×1500 | 366 | 500 | |||||
| 2000×1500 | 56 | 140 | 8000×2000 | 370 | 520 | ||||||
| 2000×2000 | 60 | 152 | 230 | 8000×2500 | 375 | 530 | |||||
| 2500×1500 | 64 | 152 | 230 | 8000×3000 | 382 | 570 | |||||
Note:1. The values in the table are given according to the standard temperature of 20 ℃.2. In the formula in the table: D ---- diagonal length of flat plate working face, mm.3. The flatness tolerance within the range of 0.02A (maximum 20mm) from the edge of the working face is not counted, and any point shall not be higher than the working face.
 |  |  |
 | |  |

 2025-09-22
2025-09-22



Botou Bozhong Precision Machine Tool Co., Ltd.
Copyright © 2025-2026 https://www.bozhong-weldingtable.com. All Rights Reserved Botou Bozhong Precision Machine Tool Co., Ltd.Copyright