


- Navigation -
 Current Location:
Current Location:PRODUCTS DETAILS
PRODUCTS DISCRIPT
-
Welding Table
-
Machine Tool Casting
-
Cast Iron Surface Plate
-
Granite Surface Plate Measuring Tools
-
Machine Tool Leveling Pad
-
3D Platform Accessories
-
Plug Gauge/Ring Gauge
-
Bent board/square box
-
Machine Tool Test Bar
-
Magnesium-Aluminum Straightedge
-
Cast Iron Straight Edge/Square
-
Welding displacement series

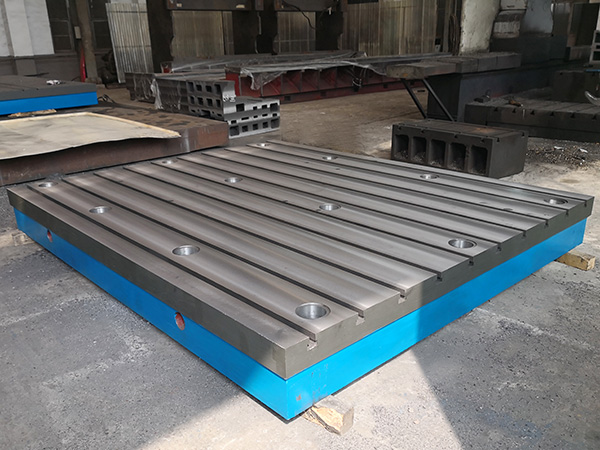
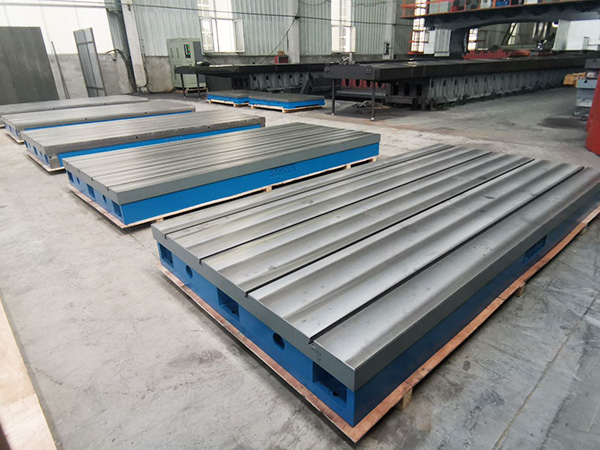
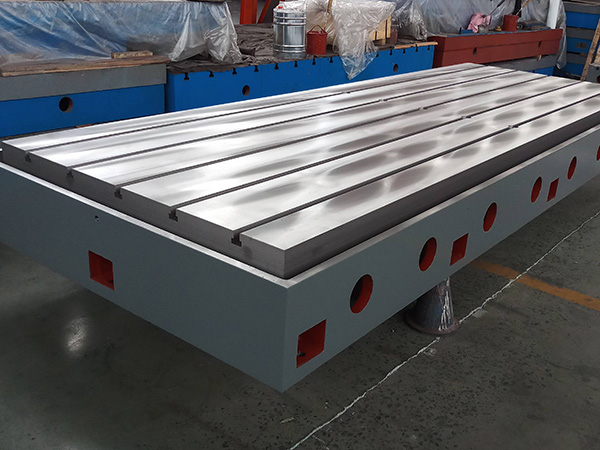
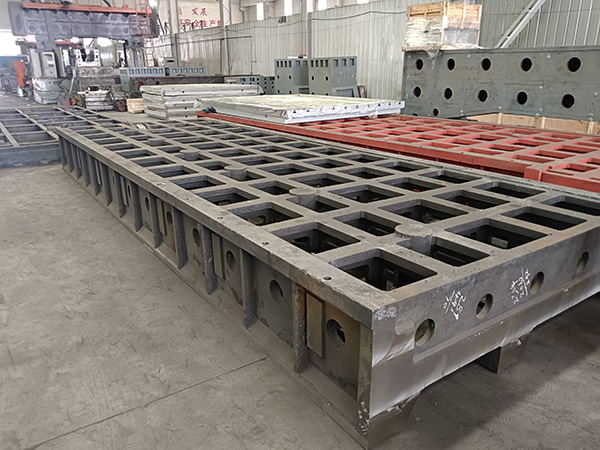
cast iron working platform
The working face of the cast iron working platform shall not have defects such as sand holes, air holes, cracks, slag inclusions, shrinkage porosity, scratches, bumps, embroidery po......


 PRODUCT DETAILS
PRODUCT DETAILS
Technical requirements for cast iron working platform:
1. The working face of the cast iron working platform shall not have defects such as sand holes, air holes, cracks, slag inclusions, shrinkage porosity, scratches, bumps, embroidery points, etc. that seriously affect the appearance and performance.
2. The casting surface of the cast iron working platform should be clear and smooth with clear sand, and painted firmly.
3. On flat working surfaces with precision levels of 0 to 3, sand holes with a diameter less than 15mm are allowed to be blocked with the same material, and their hardness should be lower than that of the surrounding materials. The number of sand holes blocked in the working face should not exceed 4, and the distance between sand holes should not be less than 80mm.
4. The cast iron working platform should be made of fine grey cast iron and other materials, and its working surface hardness should be 170-240HB.
5. The working face of cast iron working platforms usually adopts scraping technology. For the 3-level flat working surface processed by scraping, the maximum allowable surface roughness Ra is 5 μ m.
6. cast iron working platforms should undergo demagnetization and stability treatment.
7. On the opposite sides of the cast iron working platform, there should be threaded holes (or cylindrical holes) for installing handles or lifting rings, and the design of the device position should minimize deformation caused by handling.
8. If threaded holes (or grooves) are set on the working surface of the cast iron working platform, their position should not be higher than the working surface.
The flatness required for a cast iron working platform must meet the following conditions:
1. Thickness requirements: mainly including the thickness of the working surface on the platform, the thickness and height of the side panels, as well as the thickness, height, and density of the bottom gluten board.
2. Material requirements: cast iron HT200-300, hardness HB170-240.
3. Artificial annealing: After high-temperature annealing and aging treatment at 600-700 degrees Celsius in a tempering kiln.
4. Natural aging: According to national standards, it should take 2-3 years for natural aging. Due to the long duration of this process and the impact of capital turnover on enterprises, it is no longer possible to wait for such a long time. Therefore, vibration exciters are often used as a substitute for vibration aging. Although the effect of this process is not yet clear, it has been widely used in the industry.
5. Trachoma and stomata: Levels 0 and 1 platforms are not allowed to have stomata and trachoma, while levels 2 and 3 can be filled with solid materials of the same material as the platform to fill stomata and trachoma. Attention: The hardness of the filling material should be lower than the hardness of the platform itself.
6. Scraping process: Manual scraping is an important process in the machining of cast iron working platforms, which determines the flatness error of the cast iron working platform and the number of touchable points on the working surface. The 0-level board platform shall have no less than 25 points within a range of 25mm square on each side; The first level platform shall have no less than 20 points within a range of 25mm square on each side; The second level tablet platform shall have no less than 16 points within a range of 25mm square on each side; The 3-level tablet platform shall have no less than 12 points within a range of 25mm square on each side. After the scraping is completed, the four edges of the platform become dull.
7. Cleaning and painting: The bottom surface of the platform should be cleaned and sprayed with red anti rust paint. The side should be leveled before painting, usually with basket paint or green paint.
8. Packaging requirements: Mainly wooden packaging, try to use thick wood to cover the working surface on the platform, and make fully enclosed packaging. Rust prevention measures should be taken for the working surface of the platform before packaging.
9. Transportation requirements: After loading on the platform, check if there is any suspension. If there is any suspension, it should be padded to avoid vibration. Do not stack the platform too high to avoid deformation due to compression.
10. Accessory selection: The main focus is on the selection of brackets, which are made of square steel and angle iron with a wall thickness of 1.5-2mm. The welding density and structure should be reasonable, and the adjusting bolts should rotate smoothly.
Technical Parameter:
| Specifications | Accuracy class μm | Specifications | Accuracy class μm | ||||||||
| Level 0 | Level 1 | Level 2 | Level 3 | Fine plane | Level 0 | Level 1 | Level 2 | Level 3 | Fine plane | ||
| 100×100 | 4 | 8 | 26 | 2500×2500 | 72 | 180 | 270 | ||||
| 200×100 | 5 | 10 | 20 | 3000×1000 | 168 | 248 | |||||
| 200×200 | 5 | 10 | 20 | 3000×1500 | 174 | 154 | |||||
| 300×200 | 6 | 12 | 24 | 3000×2000 | 184 | 275 | |||||
| 300×300 | 6 | 12 | 24 | 3000×2500 | 186 | 276 | |||||
| 400×300 | 6 | 12 | 24 | 3000×3000 | 210 | 300 | |||||
| 400×400 | 6 | 12 | 24 | 4000×1000 | 210 | 300 | |||||
| 500×300 | 6 | 12 | 24 | 4000×1500 | 210 | 300 | |||||
| 500×500 | 7 | 14 | 28 | 4000×2000 | 219 | 310 | |||||
| 600×400 | 7 | 14 | 28 | 4000×2500 | 228 | 340 | |||||
| 600×500 | 7 | 14 | 28 | 4000×3000 | 240 | 360 | |||||
| 800×500 | 8 | 16 | 32 | 80 | 5000×1500 | 249 | 370 | ||||
| 800×600 | 8 | 16 | 32 | 80 | 5000×2000 | 255 | 375 | ||||
| 900×600 | 8 | 16 | 32 | 80 | 5000×2500 | 264 | 390 | ||||
| 1000×750 | 9 | 18 | 36 | 90 | 5000×3000 | 287 | 420 | ||||
| 1000×1000 | 10 | 20 | 39 | 96 | 6000×1500 | 287 | 420 | ||||
| 1200×1000 | 20 | 39 | 96 | 6000×2000 | 293 | 430 | |||||
| 1500×1000 | 24 | 48 | 120 | 6000×2500 | 300 | 450 | |||||
| 1500×1500 | 25 | 50 | 125 | 6000×3000 | 308 | 460 | |||||
| 2000×1000 | 26 | 52 | 129 | 8000×1500 | 366 | 500 | |||||
| 2000×1500 | 56 | 140 | 8000×2000 | 370 | 520 | ||||||
| 2000×2000 | 60 | 152 | 230 | 8000×2500 | 375 | 530 | |||||
| 2500×1500 | 64 | 152 | 230 | 8000×3000 | 382 | 570 | |||||
Note:1. The values in the table are given according to the standard temperature of 20 ℃.2. In the formula in the table: D ---- diagonal length of flat plate working face, mm.3. The flatness tolerance within the range of 0.02A (maximum 20mm) from the edge of the working face is not counted, and any point shall not be higher than the working face.
 |  |  |
 | |  |

 2025-09-22
2025-09-22


Botou Bozhong Precision Machine Tool Co., Ltd.
Copyright © 2025-2026 https://www.bozhong-weldingtable.com. All Rights Reserved Botou Bozhong Precision Machine Tool Co., Ltd.Copyright