


- Navigation -
 Current Location:
Current Location:PRODUCTS DETAILS
PRODUCTS DISCRIPT
-
Welding Table
-
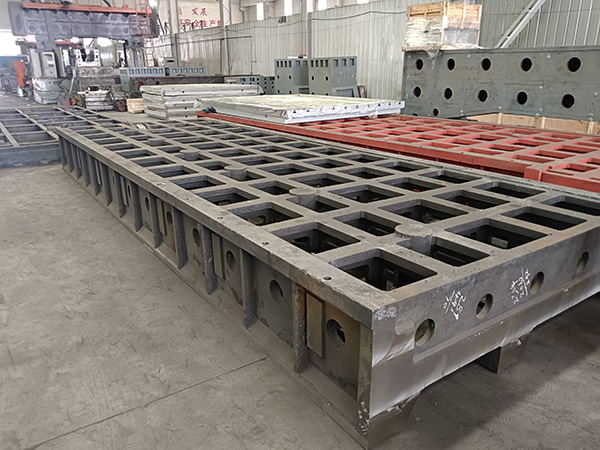
Machine Tool Casting
-
Cast Iron Surface Plate
-
Granite Surface Plate Measuring Tools
-
Machine Tool Leveling Pad
-
3D Platform Accessories
-
Plug Gauge/Ring Gauge
-
Bent board/square box
-
Machine Tool Test Bar
-
Magnesium-Aluminum Straightedge
-
Cast Iron Straight Edge/Square
-
Welding displacement series
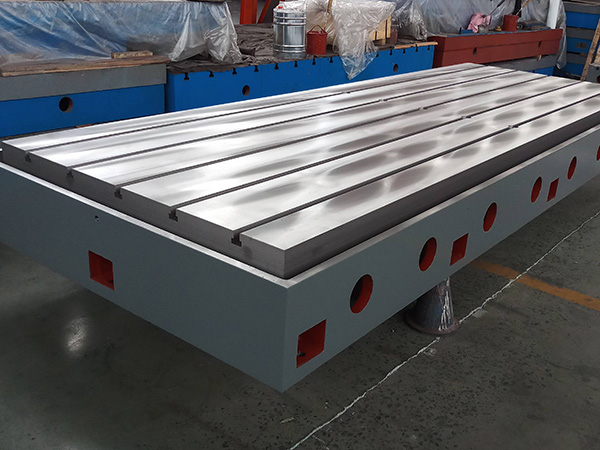
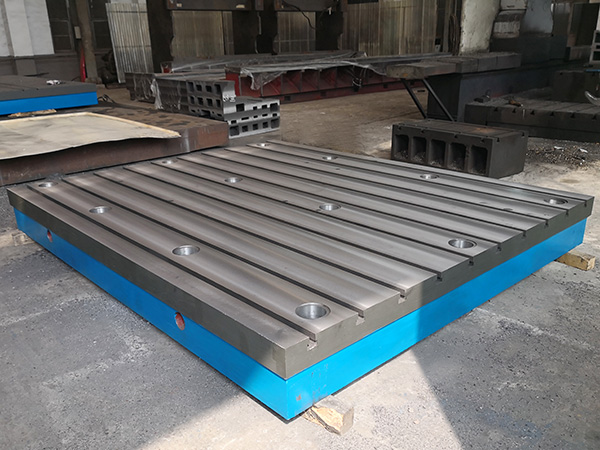
Machine Tool Table
Thickness requirements:mainly including the thickness of the working surface on the platform,the thickness and height of the side panels,as well as the thickness,height,and density ......


 PRODUCT DETAILS
PRODUCT DETAILS
Manufacturing,installation and use of Machine Tool Table
1、Thickness requirements:mainly including the thickness of the working surface on the platform,the thickness and height of the side panels,as well as the thickness,height,and density of the bottom gluten board.
2、Material requirements:cast iron HT200-300,hardness HB170-240.
3、Artificial annealing:After high-temperature annealing and aging treatment at 600-700 degrees Celsius in a tempering kiln.
4、Natural aging:It is the process of placing castings outdoors,relying on the power of nature,and subjecting them to repeated temperature stresses over 2-3 years due to wind,sun,rain,and seasonal temperature changes.Under the process of temperature stress formation,residual stress is relaxed to achieve stable dimensional accuracy.According to the national standard,the natural aging time is 2-3 years.Due to the long duration of this process and the impact of capital turnover on enterprises,it is no longer possible to wait for such a long time.Therefore,vibration exciters are often used as a substitute for vibration aging.Although the effect of this process is not yet clear,it is widely used in daily production.
5、Casting defects:Level 0 and Level 1 platforms are not allowed to have pores and sand holes,while Level 2 and Level 3 platforms can be filled with the same material as the platform to fill pores and sand holes.Attention:The hardness of the filling material should be lower than the hardness of the platform itself.
6、Scraping process:Manual scraping is an important process in the machining of Machine Tool Tables,which determines the flatness error of the Machine Tool Table and the number of touchable points on the working surface.The 0-level board platform shall have no less than 25 points within a range of 25mm square on each side;The first level platform shall have no less than 20 points within a range of 25mm square on each side;The second level tablet platform shall have no less than 16 points within a range of 25mm square on each side;The 3-level tablet platform shall have no less than 12 points within a range of 25mm square on each side.After the scraping is completed,the four edges of the platform become dull.
7、Sand cleaning and painting:Remove the molding sand from the bottom of the platform and spray red anti rust paint.The side should be leveled before painting,and the general paint color is specified by the customer.If the customer specifies,blue topcoat is usually applied.
8、Packaging requirements:Mainly wooden packaging,try to use thick wooden boards to cover the working surface on the platform,and make fully enclosed packaging when necessary.Rust prevention measures should be taken for the working surface of the platform before packaging.
9、Transportation requirements:After loading on the platform,check if there is any suspension.If there is any suspension,it should be padded to avoid vibration.Do not stack the platform too high to avoid deformation due to compression.
10、Accessory selection:The main focus is on the selection of brackets,which are made of square steel and angle iron with a wall thickness of 1.5-2mm.The welding density and structure should be reasonable,and the adjusting bolts should rotate smoothly.Secondly,adjusting shims or anchor devices should be used to adjust the platform.
11、Installation and debugging:Generally,a frame level is used to level it first,and then an optical or electronic image level is used to measure the flatness error again.If there are any problems,the platform manufacturer can be requested to come to the site for scraping.
12、Correct use:The Machine Tool Table can be used after debugging is completed.The room temperature should be controlled at 20±5℃.When testing workpieces on the table,they should be handled gently and not concentrated in one area.Try to evenly use all areas of the Machine Tool Table.
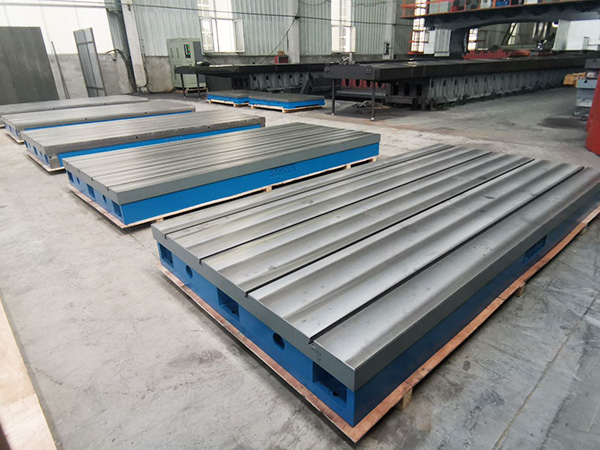
Manufacturing process of Machine Tool Table
According to the drawings,a model is made,and after the model is made,a quality inspector checks each indicator item by item against the drawings to see if they match the drawings Rectify the non-conforming items
The casting supervisor arranges the casting process based on the complexity factor of the castings.Our company's main casting processes are vacuum molding and resin sand molding.Generally,large items are molded using pit resin sand.The advantages of resin sand molding are that resin sand and curing agent are adjusted through a sand production line,resulting in a uniform oil sand ratio.The speed of curing agent is suitable for curing molding sand,and the hardness and strength are as strong as ore.Therefore,the cast workpiece is aesthetically pleasing and not easily coated with sand.Molten iron has good fluidity in molding sand and is less prone to defects such as sand holes and cracks.
Technical Parameter:
| Specifications | Accuracy class μm | Specifications | Accuracy class μm | ||||||||
| Level 0 | Level 1 | Level 2 | Level 3 | Fine plane | Level 0 | Level 1 | Level 2 | Level 3 | Fine plane | ||
| 100×100 | 4 | 8 | 26 | 2500×2500 | 72 | 180 | 270 | ||||
| 200×100 | 5 | 10 | 20 | 3000×1000 | 168 | 248 | |||||
| 200×200 | 5 | 10 | 20 | 3000×1500 | 174 | 154 | |||||
| 300×200 | 6 | 12 | 24 | 3000×2000 | 184 | 275 | |||||
| 300×300 | 6 | 12 | 24 | 3000×2500 | 186 | 276 | |||||
| 400×300 | 6 | 12 | 24 | 3000×3000 | 210 | 300 | |||||
| 400×400 | 6 | 12 | 24 | 4000×1000 | 210 | 300 | |||||
| 500×300 | 6 | 12 | 24 | 4000×1500 | 210 | 300 | |||||
| 500×500 | 7 | 14 | 28 | 4000×2000 | 219 | 310 | |||||
| 600×400 | 7 | 14 | 28 | 4000×2500 | 228 | 340 | |||||
| 600×500 | 7 | 14 | 28 | 4000×3000 | 240 | 360 | |||||
| 800×500 | 8 | 16 | 32 | 80 | 5000×1500 | 249 | 370 | ||||
| 800×600 | 8 | 16 | 32 | 80 | 5000×2000 | 255 | 375 | ||||
| 900×600 | 8 | 16 | 32 | 80 | 5000×2500 | 264 | 390 | ||||
| 1000×750 | 9 | 18 | 36 | 90 | 5000×3000 | 287 | 420 | ||||
| 1000×1000 | 10 | 20 | 39 | 96 | 6000×1500 | 287 | 420 | ||||
| 1200×1000 | 20 | 39 | 96 | 6000×2000 | 293 | 430 | |||||
| 1500×1000 | 24 | 48 | 120 | 6000×2500 | 300 | 450 | |||||
| 1500×1500 | 25 | 50 | 125 | 6000×3000 | 308 | 460 | |||||
| 2000×1000 | 26 | 52 | 129 | 8000×1500 | 366 | 500 | |||||
| 2000×1500 | 56 | 140 | 8000×2000 | 370 | 520 | ||||||
| 2000×2000 | 60 | 152 | 230 | 8000×2500 | 375 | 530 | |||||
| 2500×1500 | 64 | 152 | 230 | 8000×3000 | 382 | 570 | |||||
Note:1. The values in the table are given according to the standard temperature of 20 ℃.2. In the formula in the table: D ---- diagonal length of flat plate working face, mm.3. The flatness tolerance within the range of 0.02A (maximum 20mm) from the edge of the working face is not counted, and any point shall not be higher than the working face.
 |  |  |
| |  |

 2025-09-22
2025-09-22



Botou Bozhong Precision Machine Tool Co., Ltd.
Copyright © 2025-2026 https://www.bozhong-weldingtable.com. All Rights Reserved Botou Bozhong Precision Machine Tool Co., Ltd.Copyright