


- Navigation -
 Current Location:
Current Location:PRODUCTS DETAILS
PRODUCTS DISCRIPT
-
Welding Table
-
Machine Tool Casting
-
Cast Iron Surface Plate
-
Granite Surface Plate Measuring Tools
-
Machine Tool Leveling Pad
-
3D Platform Accessories
-
Plug Gauge/Ring Gauge
-
Bent board/square box
-
Machine Tool Test Bar
-
Magnesium-Aluminum Straightedge
-
Cast Iron Straight Edge/Square
-
Welding displacement series

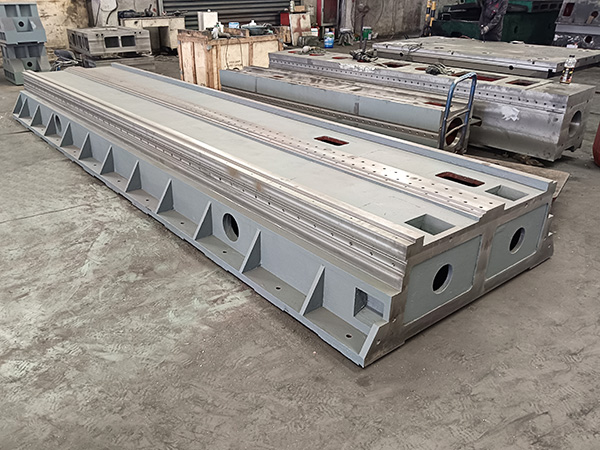
Investment Casting Components
Factors affecting the dimensional accuracy of Investment Casting Componentss:Under normal circumstances,the dimensional accuracy of Investment Casting Componentss is affected by mul......


 PRODUCT DETAILS
PRODUCT DETAILS
Support custom orders with images
Factors affecting the dimensional accuracy of Investment Casting Componentss:Under normal circumstances,the dimensional accuracy of Investment Casting Componentss is affected by multiple factors such as casting structure,casting material,mold making,shell making,baking,pouring,etc.Any unreasonable setting or operation of any link can cause changes in the shrinkage rate of the casting,resulting in a deviation between the casting dimensional accuracy and the requirements.Factors that can cause dimensional accuracy defects in fine castings:The influence of casting structure:casting wall thickness,high shrinkage rate,casting wall thickness,low shrinkage rate.
The influence of casting material:The higher the carbon content in the material,the smaller the linear shrinkage rate,and the lower the carbon content,the larger the linear shrinkage rate.The influence of mold making on the linear shrinkage rate of castings:The influence of wax injection temperature,wax injection pressure,and holding time on the size of the investment mold is most obvious in wax injection temperature,followed by wax injection pressure.The holding time has little effect on the final size of the investment mold after ensuring the formation of the investment mold.The linear shrinkage rate of wax material is about 0.9-1.1%When the investment mold is stored,further shrinkage will occur,with a shrinkage value of about 10%of the total shrinkage.However,after 12 hours of storage,the investment mold size is fundamentally stable.
The radial shrinkage rate of wax molds is only 30-40%of the longitudinal shrinkage rate.The effect of wax injection temperature on the free shrinkage rate is much greater than that on the hindered shrinkage rate,and the higher the temperature,the greater the shrinkage.The influence of shell making materials:The use of zircon sand,zircon powder,Shangdian sand,and Shangdian powder can be neglected due to their small shrinkage coefficient of only 4.6×10-6/℃.
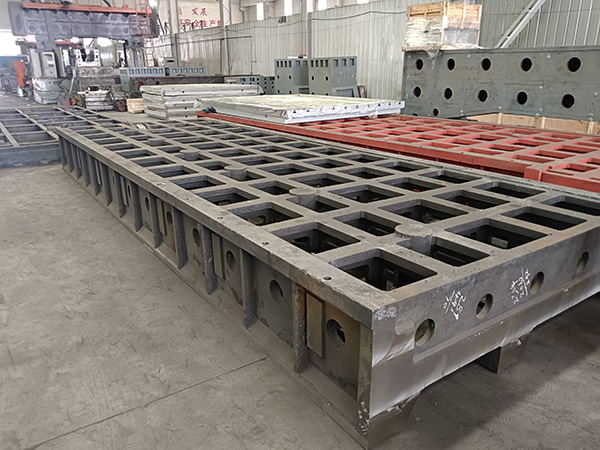
The process of removing Investment Casting Componentss from the mold,removing excess parts outside the body,and polishing the inner and outer surfaces of the castings.Core removal and surface cleaning are divided into two categories:dry and wet methods.Dry cleaning is the use of mechanical equipment to clean castings.The equipment used is simple,has high production efficiency,has great adaptability to different types of castings,and has the advantages of both core removal and effective surface cleaning.The disadvantage is that during equipment operation,dust often flies,noise is high,and the environment is polluted.Wet cleaning does not produce dust,but due to the use of water as a medium,the surface of castings is prone to rust and stains.A large amount of sewage and cement sand are generated during the homework process,which brings about problems such as sand and water regeneration and sludge treatment.
1.Drum cleaning.Put the casting and star iron together into a circular drum.When the drum rotates,the sand inside and outside the casting is removed by the collision and friction between the casting,star iron,and waste sand,and the surface of the casting is polished.At the same time,burrs and flying edges can also be partially removed.This type of equipment is suitable for cleaning small and medium-sized castings with simple shapes and thick walls.
2.Shot blasting cleaning.Use the impact force of high-speed steel shot,iron shot,and abrasive grain flow to remove the core and sand,and polish the surface of the casting.In addition,commonly used shot blasting cleaning equipment includes shot blasting cleaning tables and shot blasting cleaning rooms.The shot blasting cleaning machinery used for continuous production includes chain plate shot blasting drum,continuous shot blasting cleaning table,suspended continuous production shot blasting cleaning room,etc.The operation and maintenance costs of such equipment are relatively high.
3.Hydraulic sand cleaning.Inject high-pressure water through the pipeline from the nozzle of the spray gun towards the processed casting,and use the kinetic energy and flushing effect of the water flow to remove the sand sticking to the core and casting.Hydraulic sand cleaning usually has an open cleaning chamber composed of steel sections and plates,with a rotating worktable at the bottom and a spray gun installed on the side wall,which can move up and down and rotate,allowing high-pressure water flow to be directed towards any part except the bottom of the casting.Sometimes,in order to improve the efficiency of removing sand adhesion on the surface of Investment Casting Componentss,abrasives such as quartz sand are introduced at appropriate positions of the spray gun to obtain high-speed water sand flow.This method is generally referred to as water sand cleaning.
4.Water explosion clears sand.After pouring the mold,when the casting cools to the specified temperature,it is immediately poured into a water tank.The water seeps into the mold through all gaps and rapidly vaporizes and explodes in contact with the high-temperature metal.The shock wave can basically remove the sand attached inside and outside the casting.The water explosion sand removal method has the advantages of short operation time and high efficiency,and has been widely used in steel casting workshops in China.It is generally used to process cast steel parts with a carbon content of 0.35%or less and relatively simple shapes.
 |
 |
 |
 |
 |
 |

 2025-09-22
2025-09-22



Botou Bozhong Precision Machine Tool Co., Ltd.
Copyright © 2025-2026 https://www.bozhong-weldingtable.com. All Rights Reserved Botou Bozhong Precision Machine Tool Co., Ltd.Copyright