


- Navigation -
 Current Location:
Current Location:PRODUCTS DETAILS
PRODUCTS DISCRIPT
-
Welding Table
-
Machine Tool Casting
-
Cast Iron Surface Plate
-
Granite Surface Plate Measuring Tools
-
Machine Tool Leveling Pad
-
3D Platform Accessories
-
Plug Gauge/Ring Gauge
-
Bent board/square box
-
Machine Tool Test Bar
-
Magnesium-Aluminum Straightedge
-
Cast Iron Straight Edge/Square
-
Welding displacement series

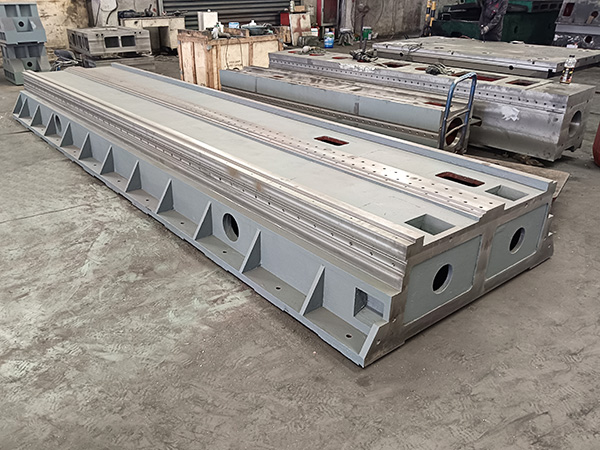
Machine Tool Casting Machining
Various problems are prone to occur in the machining of machine tool castings, and targeted prevention and control measures are needed to ensure accuracy and quality. ......


 PRODUCT DETAILS
PRODUCT DETAILS
Support custom orders with images
Various problems are prone to occur in the machining of machine tool castings, and targeted prevention and control measures are needed to ensure accuracy and quality. The specific measures are as follows:
1、 Dimensional accuracy deviation
During processing, precision issues may arise due to positioning errors (such as fixture looseness causing workpiece displacement>0.05mm) and tool wear (excessive milling cutter feed resulting in size deviation). Precision fixtures (with a repeat positioning accuracy of ≤ 0.005mm) should be used, and the cutting tools should be calibrated regularly (checked for wear every 8 hours). Key dimensions should be monitored in real-time using a coordinate measuring instrument (with a measurement accuracy of 0.001mm) to ensure compliance with the drawing tolerance requirements (usually IT7-IT9 levels).
2、 Surface quality defects
Commonly seen are scratches, roughness exceeding the standard (Ra value>1.6 μ m), pores, etc. Mostly due to unreasonable cutting parameters (such as surface burns caused by excessive cutting speed), insufficient coolant, or sand holes inside the casting. It is necessary to optimize the cutting parameters (VC=100-200m/min is recommended for gray cast iron processing), adopt a high-pressure cooling system (pressure ≥ 0.5MPa), and perform pre-treatment on the castings (such as non-destructive testing for internal defects) to avoid defective parts flowing into the machining process.
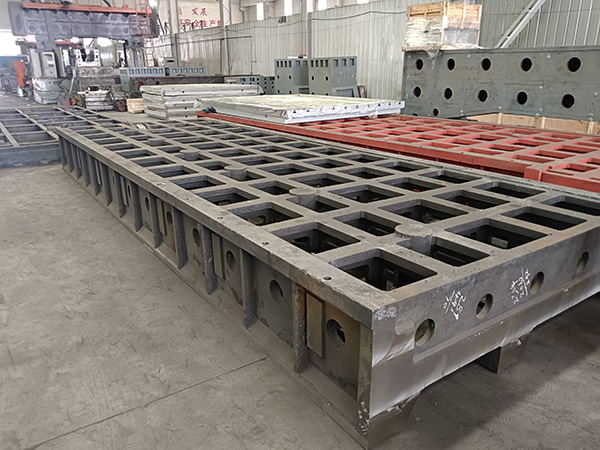
3、 Deformation and stress release issues
Castings are prone to deformation after processing due to incomplete stress relief during casting (such as bending of the long bar bed body>0.1mm/m). Aging treatment (natural aging ≥ 6 months or artificial aging 200 ℃ × 4h) should be carried out before processing. After rough machining, a 0.5-1mm margin should be reserved, and after secondary aging, precision machining should be carried out. At the same time, symmetrical machining method (such as milling both ends simultaneously) should be used to reduce unilateral stress deformation.
4、 The tool wear is too fast
Cast iron contains graphite particles and is prone to tool wear during processing (hard alloy tools have a 30% shortened lifespan). Special cast iron machining tools (such as ultra-fine grain hard alloy blades) should be selected, cutting fluid (emulsion containing extreme pressure additives) should be selected reasonably, and feed rate should be controlled (recommended f=0.1-0.3mm/r) to reduce tool wear rate and ensure machining continuity.
By addressing the above issues in a targeted manner, the machining quality of machine tool castings can be significantly improved, meeting the assembly requirements of high-precision machine tools.
 |
|
 |
 |
 |
 |

 2025-09-22
2025-09-22



Botou Bozhong Precision Machine Tool Co., Ltd.
Copyright © 2025-2026 https://www.bozhong-weldingtable.com. All Rights Reserved Botou Bozhong Precision Machine Tool Co., Ltd.Copyright