


- Navigation -
 Current Location:
Current Location:PRODUCTS DETAILS
PRODUCTS DISCRIPT
-
Welding Table
-
Machine Tool Casting
-
Cast Iron Surface Plate
-
Granite Surface Plate Measuring Tools
-
Machine Tool Leveling Pad
-
3D Platform Accessories
-
Plug Gauge/Ring Gauge
-
Bent board/square box
-
Machine Tool Test Bar
-
Magnesium-Aluminum Straightedge
-
Cast Iron Straight Edge/Square
-
Welding displacement series

Automotive Welding Fixture
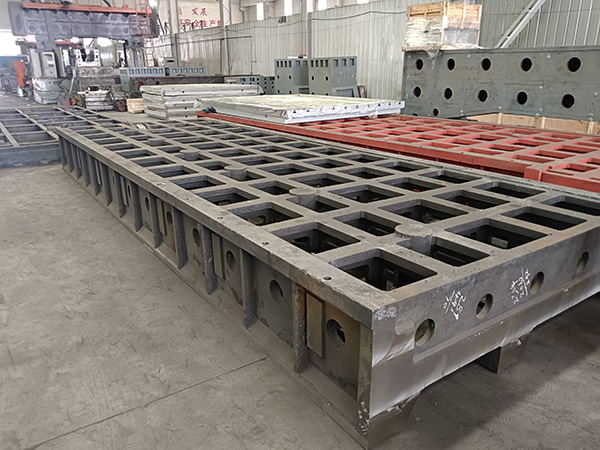
The Automotive Welding Fixture is the core tool in the welding process of the automotive body and components.......


 PRODUCT DETAILS
PRODUCT DETAILS
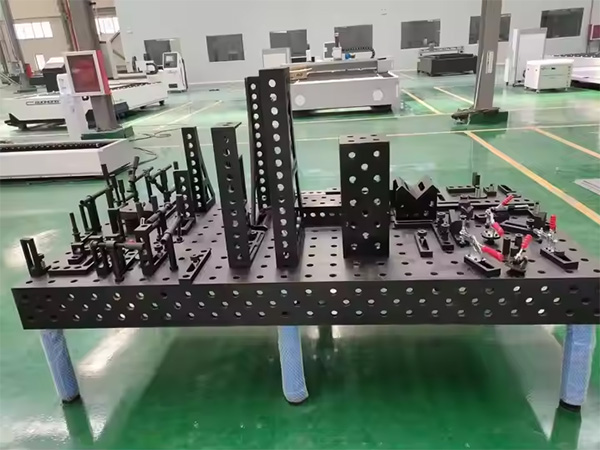
The Automotive Welding Fixture is the core tool in the welding process of the automotive body and components.It is designed specifically for the welding needs of multiple varieties,high precision,and large quantities in automotive manufacturing,and is a key equipment to ensure the consistency of body dimensions and welding quality.It is based on a modular 3D welding platform,combined with the specific structure of automotive components,integrating positioning components,clamping mechanisms,and auxiliary support devices to form a highly adaptable welding solution.
In terms of structural design,this type of fixture fully considers the complexity of automotive welding:the platform uses HT350 high-strength gray cast iron,which is artificially aged to eliminate internal stress,and the surface quenching hardness reaches HB250-280,ensuring long-term resistance to welding impact without deformation;The positioning components are mostly high-precision alloy structural steel(40Cr quenched and tempered treatment),which achieves three-dimensional positioning of the parts through pins,stops,etc.The positioning accuracy can reach±0.02mm,especially for key components such as door frames and chassis crossbeams,which can strictly control the gap(≤0.5mm)and misalignment(≤0.3mm)of the welding joints.The clamping mechanism is driven by pneumatic or hydraulic means,and the clamping force can be precisely adjusted(5-30kN)according to the thickness of the plate(0.8-3mm)to avoid deformation caused by excessive clamping force during thin steel plate welding.
Precision control is the core advantage of automotive welding fixtures.The platform flatness error is≤0.04mm/1000mm,and the positioning hole spacing tolerance is±0.03mm.With real-time calibration using a laser tracker,it can ensure that the three-dimensional dimensional deviation of the vehicle body after welding is controlled within±0.5mm-this accuracy directly determines the matching during automobile assembly.For example,the uniformity of the gap between the engine compartment and the front fender can be controlled between 0.5-1mm.For different vehicle models(sedans,SUVs,commercial vehicles),the fixture can achieve flexible switching through a quick change module,and the changeover time can be compressed to within 15 minutes,meeting the needs of mixed production of multiple varieties in automobile production lines.
Adaptation scenarios cover the entire process of automobile manufacturing:in the welding of white body,it is used for the joint welding positioning of side panels and floors,and synchronously clamped by multiple sets of linkage fixtures to reduce welding deformation;In chassis component welding(such as subframe,control arm),a rotating clamping mechanism is used to achieve multi-faceted welding,avoiding secondary clamping errors;In the welding of new energy vehicle battery shells,anti splash protective covers and water cooling devices are equipped to adapt to the high temperature environment of laser welding.
The technological advantages are reflected in three aspects:firstly,adopting digital pre assembly technology,simulating the stress distribution during the welding process through CAE,optimizing the position of fixture support points,and reducing welding deformation by more than 30%;The second is the integration of online detection function,which monitors the size changes during the welding process in real time through displacement sensors and automatically alarms when it exceeds the tolerance;Thirdly,it is compatible with robot automation welding,and the program linkage between the fixture and the welding robot realizes a fully automatic cycle of positioning clamping welding releasing,with a beat time controlled within 60 seconds,meeting the high-yield needs of automotive factories.
The application of such fixtures is directly related to the safety and economy of automobiles-precise positioning can reduce the later shaping process and lower manufacturing costs;Stable clamping force can avoid virtual welding and leakage welding,improve the strength of the vehicle body,and is an indispensable key equipment for automotive welding automation and precision production.
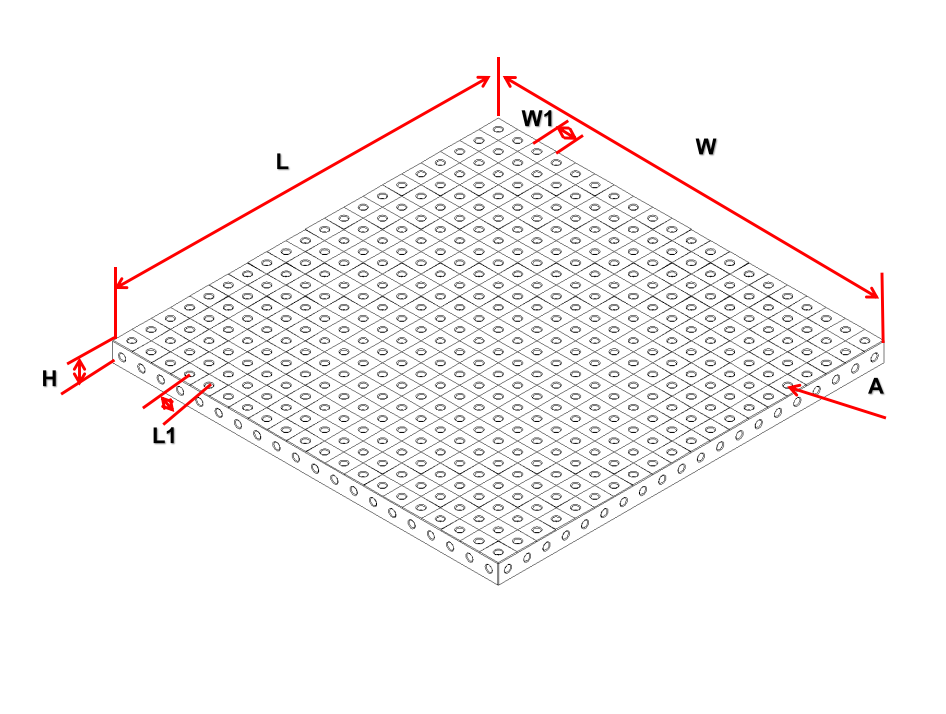
| Any size can be customized | |
| D16 Specifications (LxWxH) | |
| 1000x1000x50mm; | 2000x1000x50mm; |
| 1200x1200x50mm; | 2400x1200x50mm; |
| 1500x1500x50mm; | |
| Material:B, Q355 steel plate welding, c, high hardness steel plate welding, d, stainless steel plate welding | |
| Aperture:A = φ16.065 -- φ16.149mm. | |
| Hole spacing:L1=50±0.05mm。 | |
| Engraved line:The scribe pitch W1 = 50±0.05mm. | |
| Flatness:0.1/1000mm。 | |
| Verticality:0.05/200mm。 | |
| Surface roughness:Ra3.2。 | |
| Bearing:Standard type 2T, frame type: 5T. | |
| Hardness:Hardness of material body | |
 |
|
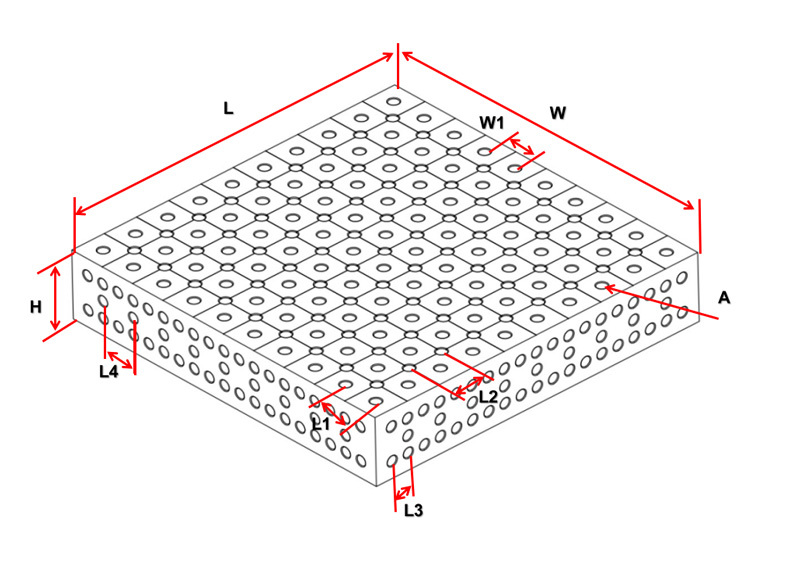
| Any size can be customized | |
| D22 Specifications (LxWxH) | |
| 1000x1000x200mm; | 2400x1200x200mm; |
| 1200x1200x200mm; | 3000x1500x200mm; |
| 1500x1500x200mm; | 4000x2000x200mm; |
| 2000x1000x200mm; | |
| Material:A, HT300 casting, B, Q355 steel plate welding, c, high hardness steel plate welding, d, stainless steel plate welding | |
| Aperture:A = φ22.065 -- φ22.149mm. | |
| Hole spacing:L1=100±0.05mm。L2=100±0.05mm。L3=50±0.05mm。L4=50±0.05mm。 | |
| Engraved line:The scribe pitch W1 = 100±0.05mm. | |
| Flatness:0.1/1000mm。 | |
| Verticality:0.1/200mm。 | |
| Surface roughness:Ra3.2。 | |
| Bearing:Standard type 2T, frame type: 5T. | |
| Hardness:Hardness of material body and nitriding layer: HV450-HV630 | |
 |
|
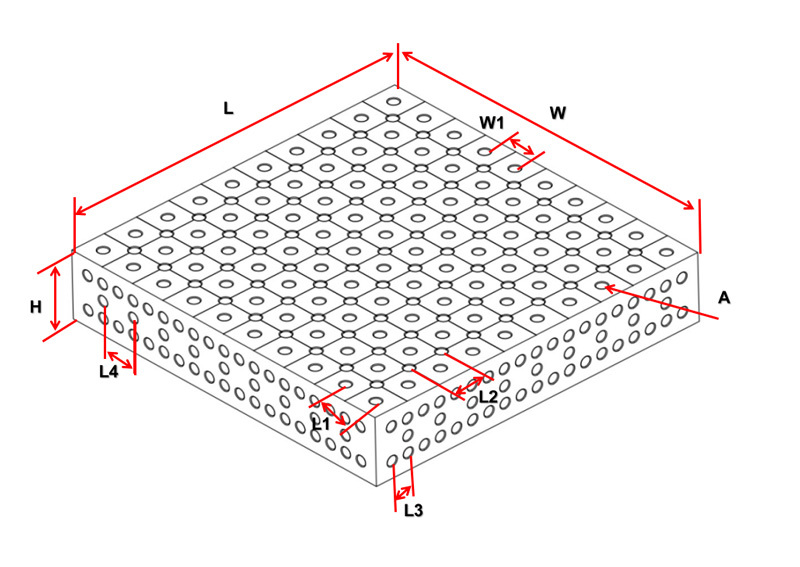
| Any size can be customized | |
| D28 Specifications (LxWxH) | |
| 1000 × 1000 × 200mm | 1500 × 1500 × 200mm |
| 1000 × 1500 × 200mm | 1500 × 2000 × 200mm |
| 1000 × 2000 × 200mm | 1500 × 3000 × 200mm |
| 1000 × 2500 × 200mm | 1200 × 2400 × 200mm |
| 1200 × 1200 × 200mm | 2000 × 3000 × 200mm |
| 1200 × 2400 × 200mm | 2000 × 4000 × 200mm |
| Material:A, HT300 casting, B, Q355 steel plate welding, c, high hardness steel plate welding, d, stainless steel plate welding | |
| Aperture:A = φ28.065 -- φ28.149mm. | |
| Hole spacing:L1=100±0.05mm。L2=100±0.05mm。L3=50±0.05mm。L4=50±0.05mm。 | |
| Engraved line:The scribe pitch W1 = 100±0.05mm. | |
| Flatness:0.1/1000mm。 | |
| Verticality:0.1/200mm。 | |
| Surface roughness:Ra3.2。 | |
| Bearing:Standard type 2T, frame type: 5T. | |
| Hardness:Hardness of material body and nitriding layer: HV450-HV630 | |
 |
|
 |
 |
 |
 |
 |
 |

 2025-09-22
2025-09-22



Botou Bozhong Precision Machine Tool Co., Ltd.
Copyright © 2025-2026 https://www.bozhong-weldingtable.com. All Rights Reserved Botou Bozhong Precision Machine Tool Co., Ltd.Copyright