


- Navigation -
 Current Location:
Current Location:PRODUCTS DETAILS
PRODUCTS DISCRIPT
-
Welding Table
-
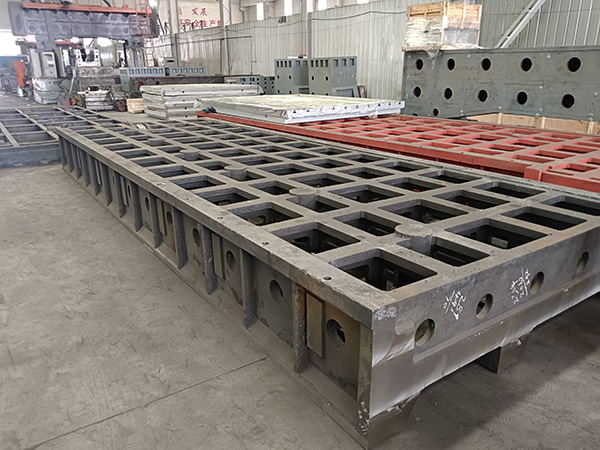
Machine Tool Casting
-
Cast Iron Surface Plate
-
Granite Surface Plate Measuring Tools
-
Machine Tool Leveling Pad
-
3D Platform Accessories
-
Plug Gauge/Ring Gauge
-
Bent board/square box
-
Machine Tool Test Bar
-
Magnesium-Aluminum Straightedge
-
Cast Iron Straight Edge/Square
-
Welding displacement series
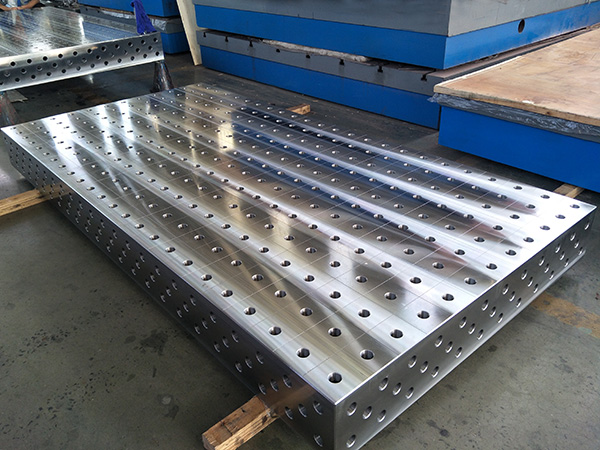
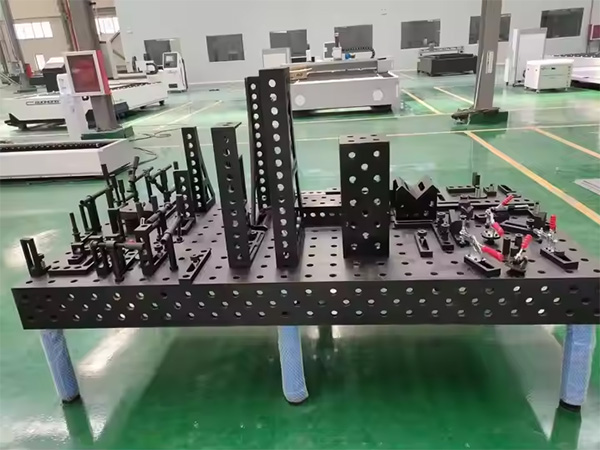
Welding Fabrication Table
The welding Fabrication Table is a composite workstation that integrates welding operations and assembly processes,designed specifically for complex components that require welding ......


 PRODUCT DETAILS
PRODUCT DETAILS
The welding Fabrication Table is a composite workstation that integrates welding operations and assembly processes,designed specifically for complex components that require welding and assembly at the same time.It is widely used in fields such as engineering machinery,rail transit,and heavy equipment.It not only has the structural strength to withstand welding high temperature and impact force on the processing table,but also has the ability to flexibly adapt to multi process tooling on the assembly table.It is the core equipment for realizing the integrated operation of"welding assembly calibration",especially suitable for the manufacturing of large structural components such as crane arms and train frames.
In terms of structural design,the welding assembly platform adopts a"double strengthening"architecture:the main frame is welded from Q355B low-alloy high-strength steel,which is annealed as a whole to eliminate stress and ensure that the deflection is≤1mm/m when carrying 10-30 tons of workpieces;The countertop is made of 20-50mm thick quenched and tempered 45 steel plate,which has undergone quenching and tempering treatment on the surface(hardness HB280-320).It can withstand the local high temperature of welding arc(up to 1500℃instantly)and provide a flat reference for assembly(flatness error≤0.1mm/1000mm).The tabletop layout integrates functionality and compatibility,with 25mm spaced matrix positioning holes(M20-M30)and 22mm wide T-slots.It can fix welding fixtures(such as pneumatic chucks and rotating workbenches),as well as install positioning pins and support blocks for assembly,meeting the full process requirements from single piece welding to multi component assembly.
In terms of functional configuration,its"dual scene adaptation"feature is particularly prominent:for welding scenarios,the countertop integrates anti splash coatings(such as ceramic composite coatings),which can withstand the impact of splashes above 1000℃.The edge is equipped with a water-cooled circulation groove(flow rate 2-5L/min),which can quickly cool down local high-temperature areas;For assembly scenarios,a modular quick change tooling system is equipped to achieve fixture replacement time of≤5 minutes through standardized interfaces(ISO 9409-1).For example,when switching from welding H-beams to assembling flanges,only the positioning module needs to be replaced.Some high-end models are equipped with a three-dimensional adjustment mechanism,which can achieve±3°tilt and 0-200mm lifting of the table.Combined with a laser tracker(accuracy±0.05mm/m),it can correct assembly deviations caused by welding deformation in real time.
Compared with processing and assembly stations,the core differences of welding assembly platforms are reflected in three dimensions:first,process compatibility.Processing stations focus on single processing(cutting/polishing),while assembly stations focus on stress free assembly.Welding assembly platforms can complete"positioning point welding component assembly full welding reinforcement size correction"at the same workstation,reducing the accuracy loss caused by workpiece transportation(a single transportation may introduce an error of≥0.5mm);The second is dynamic stability,with a built-in anti vibration damping layer(such as polymer elastomer)on the table,and the amplitude during welding can be controlled within 0.02mm,which not only avoids welding arc shaking but also prevents assembly reference deviation,which cannot be achieved by the rigid structure of ordinary assembly tables;The third is the integration degree of the tooling,which integrates the welding ground interface(conductivity≤0.01Ω),assembly pneumatic interface(0.6-0.8MPa),and lifting points(safety factor≥5),without the need for additional pipeline layout.However,the machining table usually lacks the air source and lifting design required for assembly.
The performance advantage is mainly reflected in the"dual precision guarantee":in terms of welding accuracy,the workpiece welding deformation is controlled by programmable pneumatic fixtures(adjustable clamping force of 5-50kN),and coupled with a follow-up clamping mechanism,the straightness error of long welds(≥3m)is≤1mm;in terms of assembly accuracy,the three-dimensional reference grid(spacing of 100mm)preset on the table is linked with the digital locator to ensure the cumulative error of multi-component assembly is≤0.3mm/m.For example,when welding the boom of an excavator,the platform can first fix the base and the forearm for positioning welding,then assemble the oil cylinder ear seat and correct the verticality(≤0.5mm/1000mm),and finally complete full welding without transferring the workpiece throughout the process.
Applicable scenarios cover the entire process of heavy-duty structure manufacturing:in the field of rail transit,it is used for welding and assembling the side walls and chassis of subway car bodies,and the size deviation of the welded car body is controlled to be≤2mm through multiple sets of synchronous clamping devices;in the engineering machinery factory,it undertakes the"welding and installation"operation of loader buckets,and the wear-resistant platform surface of the platform can be directly repaired by welding the blade edge of the bucket;In the manufacturing of wind power equipment,the welding assembly of tower flanges and cylinder bodies is adapted,and a rotating worktable is used to achieve 360°circumferential seam welding and real-time monitoring of flange flatness(≤0.1mm/m).Large equipment(such as rolling mill memorial archway)that needs to be assembled on site can be disassembled into modular platforms,transported to the site and reassembled for use,so as to solve the manufacturing site constraints of super large components.
Advanced features focus on intelligent integration:Some platforms integrate welding parameter acquisition systems(current,voltage,speed)and assembly dimension detection data to form traceable quality files;Equipped with a collaborative robot interface,achieving"human-machine collaboration"-robots complete repetitive welding,workers synchronize precision assembly,and production efficiency is increased by 40%compared to traditional division of labor models.In addition,the temperature sensor reserved on the countertop(measuring range-20-800℃)can warn of local overheating and avoid the degradation of platform accuracy caused by long-term high temperatures.
In short,the welding assembly platform breaks down the process barriers between welding and assembly through structural reinforcement,functional composite,and precision control,providing efficient and accurate integrated manufacturing solutions for large and complex components.It is a key equipment for improving production capacity and quality in heavy manufacturing industry.Its characteristic of"completing multiple processes in one clamping"directly reduces the time cost(about 30%)and accuracy loss of the"welding table assembly table"transportation in traditional production,making it the core workstation of modern heavy-duty manufacturing.
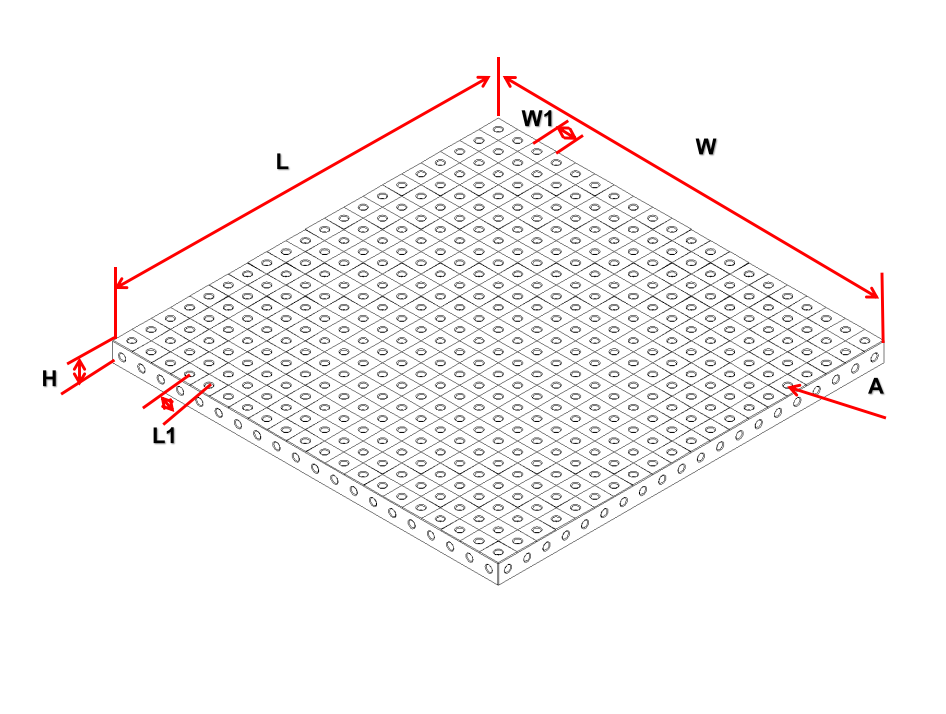
| Any size can be customized | |
| D16 Specifications (LxWxH) | |
| 1000x1000x50mm; | 2000x1000x50mm; |
| 1200x1200x50mm; | 2400x1200x50mm; |
| 1500x1500x50mm; | |
| Material:B, Q355 steel plate welding, c, high hardness steel plate welding, d, stainless steel plate welding | |
| Aperture:A = φ16.065 -- φ16.149mm. | |
| Hole spacing:L1=50±0.05mm。 | |
| Engraved line:The scribe pitch W1 = 50±0.05mm. | |
| Flatness:0.1/1000mm。 | |
| Verticality:0.05/200mm。 | |
| Surface roughness:Ra3.2。 | |
| Bearing:Standard type 2T, frame type: 5T. | |
| Hardness:Hardness of material body | |
 |
|
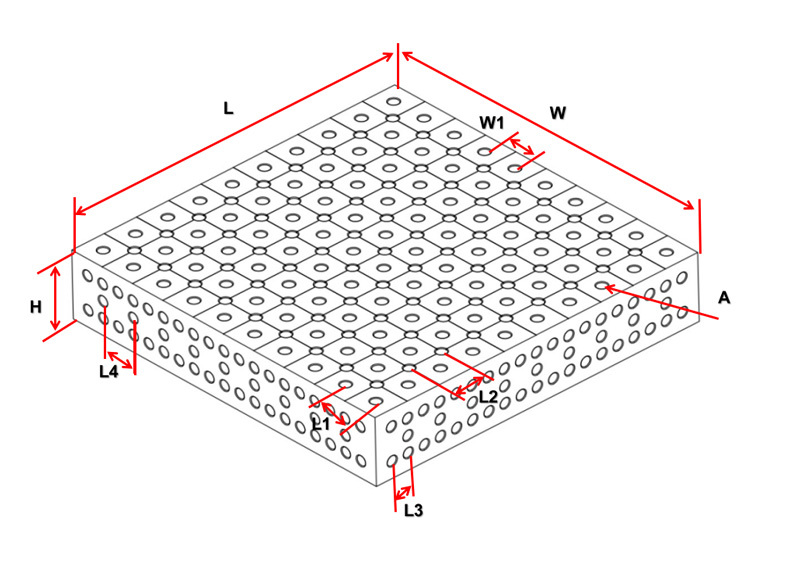
| Any size can be customized | |
| D22 Specifications (LxWxH) | |
| 1000x1000x200mm; | 2400x1200x200mm; |
| 1200x1200x200mm; | 3000x1500x200mm; |
| 1500x1500x200mm; | 4000x2000x200mm; |
| 2000x1000x200mm; | |
| Material:A, HT300 casting, B, Q355 steel plate welding, c, high hardness steel plate welding, d, stainless steel plate welding | |
| Aperture:A = φ22.065 -- φ22.149mm. | |
| Hole spacing:L1=100±0.05mm。L2=100±0.05mm。L3=50±0.05mm。L4=50±0.05mm。 | |
| Engraved line:The scribe pitch W1 = 100±0.05mm. | |
| Flatness:0.1/1000mm。 | |
| Verticality:0.1/200mm。 | |
| Surface roughness:Ra3.2。 | |
| Bearing:Standard type 2T, frame type: 5T. | |
| Hardness:Hardness of material body and nitriding layer: HV450-HV630 | |
 |
|
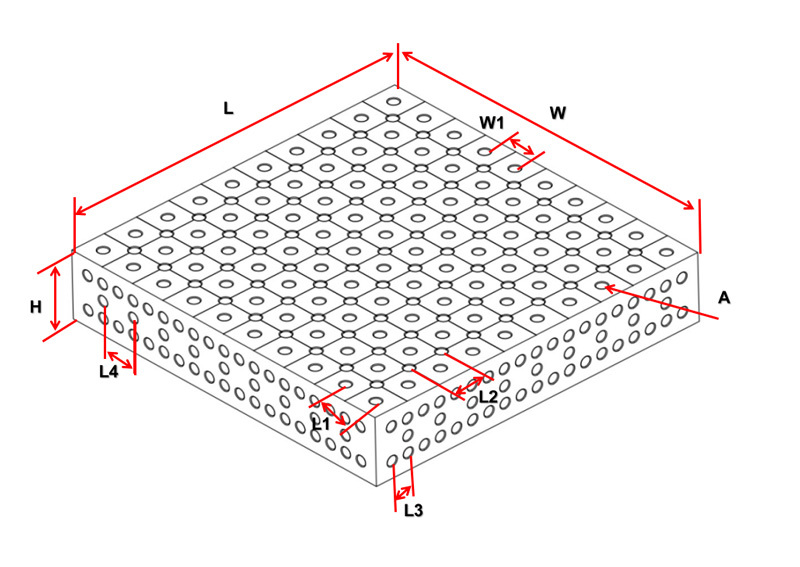
| Any size can be customized | |
| D28 Specifications (LxWxH) | |
| 1000 × 1000 × 200mm | 1500 × 1500 × 200mm |
| 1000 × 1500 × 200mm | 1500 × 2000 × 200mm |
| 1000 × 2000 × 200mm | 1500 × 3000 × 200mm |
| 1000 × 2500 × 200mm | 1200 × 2400 × 200mm |
| 1200 × 1200 × 200mm | 2000 × 3000 × 200mm |
| 1200 × 2400 × 200mm | 2000 × 4000 × 200mm |
| Material:A, HT300 casting, B, Q355 steel plate welding, c, high hardness steel plate welding, d, stainless steel plate welding | |
| Aperture:A = φ28.065 -- φ28.149mm. | |
| Hole spacing:L1=100±0.05mm。L2=100±0.05mm。L3=50±0.05mm。L4=50±0.05mm。 | |
| Engraved line:The scribe pitch W1 = 100±0.05mm. | |
| Flatness:0.1/1000mm。 | |
| Verticality:0.1/200mm。 | |
| Surface roughness:Ra3.2。 | |
| Bearing:Standard type 2T, frame type: 5T. | |
| Hardness:Hardness of material body and nitriding layer: HV450-HV630 | |
 |
|
 |
 |
 |
 |
 |
 |

 2025-09-22
2025-09-22



Botou Bozhong Precision Machine Tool Co., Ltd.
Copyright © 2025-2026 https://www.bozhong-weldingtable.com. All Rights Reserved Botou Bozhong Precision Machine Tool Co., Ltd.Copyright