


- Navigation -
 Current Location:
Current Location:PRODUCTS DETAILS
PRODUCTS DISCRIPT
-
Welding Table
-
Machine Tool Casting
-
Cast Iron Surface Plate
-
Granite Surface Plate Measuring Tools
-
Machine Tool Leveling Pad
-
3D Platform Accessories
-
Plug Gauge/Ring Gauge
-
Bent board/square box
-
Machine Tool Test Bar
-
Magnesium-Aluminum Straightedge
-
Cast Iron Straight Edge/Square
-
Welding displacement series

Welding Function Table
Introduction to Welding Functions of 3D Welding Platform,As the core equipment of modern welding operations, the 3D welding platform focuses on precise positioning, stable clamping,......


 PRODUCT DETAILS
PRODUCT DETAILS
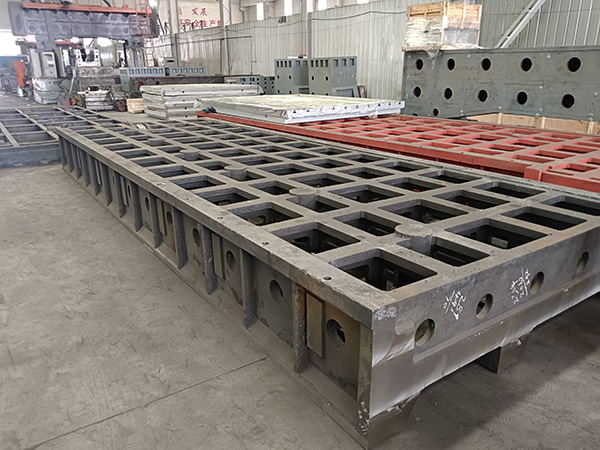
Introduction to Welding Functions of 3D Welding Function Table
As the core equipment of modern welding operations, the 3D welding platform focuses on precise positioning, stable clamping, collaborative operation, and quality assurance. Through the integration of modular design and digital technology, it provides comprehensive support for various complex welding tasks.
In terms of three-dimensional precise positioning function, the platform constructs a standardized three-dimensional coordinate system with surface regularly distributed positioning holes (commonly M16-M20 threaded holes) and T-shaped grooves, with a positioning accuracy of ± 0.02mm. Combined with adjustable support columns, angle brackets and other accessories, it can achieve multi-dimensional adjustment of workpieces in X, Y, Z axes and rotation directions. For example, when welding complex components of automobile chassis, the workpiece can be quickly fixed through the platform positioning hole to ensure that the spatial position error of each welding point does not exceed 0.05mm, laying the foundation for the consistency of subsequent welding. At the same time, some high-end platforms integrate laser positioning systems, which can directly map the three-dimensional coordinates in the design drawings to the platform, guide the placement of workpieces in real time, and greatly reduce the time and error of manual positioning.
The adaptive clamping function is the key to ensuring welding stability. The platform is compatible with various modular fixtures, such as pneumatic clamps, hydraulic clamping devices, and magnetic fixtures. The adaptation solution can be selected according to the workpiece material (steel, aluminum, copper, etc.), thickness (0.5mm-50mm), and shape (flat plate, pipe fittings, irregular parts). The clamping force can be precisely adjusted (3kN-50kN), which can not only avoid deformation of thin-walled workpieces due to excessive clamping, but also ensure that heavy-duty components do not undergo displacement during the welding process. Taking the welding of pipe fittings as an example, a dedicated V-shaped fixture combined with a rotating mechanism can achieve 360 ° seamless welding, while maintaining stable clamping force and ensuring uniform formation of the weld seam.
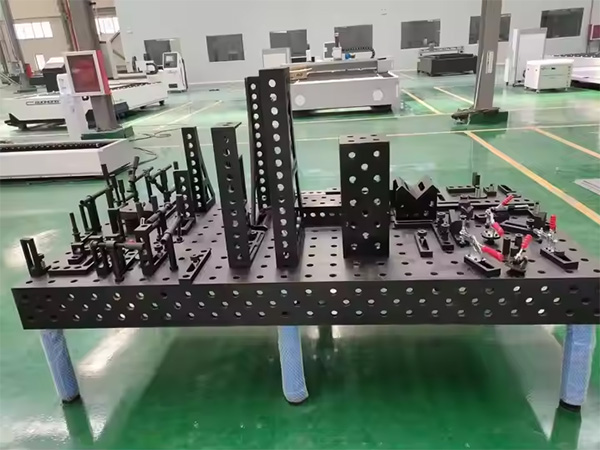
The collaborative work function is reflected in the linkage with welding equipment. The platform reserves standardized interfaces that can seamlessly integrate with robotic arms, welding robots, automatic welding guns, and other equipment to build an automated welding system. Through a unified control system, the platform can share coordinate data with robots, allowing the welding gun to always access the weld seam at the optimal angle (such as flat welding, vertical welding, and overhead welding), resulting in a 3-5 times higher welding efficiency than manual labor. In mass production scenarios, such as welding of engineering machinery structural components, the platform can store fixture configuration schemes for hundreds of workpieces, enabling rapid changeover of different products, reducing changeover time from traditional 2 hours to less than 15 minutes.
The welding quality assurance function runs through the entire process of the operation. The platform surface has undergone aging treatment and precision grinding, with a flatness error of ≤ 0.05mm/1000mm, effectively reducing welding deformation caused by uneven foundations. Some models are equipped with temperature monitoring and cooling systems. When the temperature in the welding area exceeds 600 ℃, the air or water cooling device will automatically start to avoid the platform from affecting the positioning accuracy due to thermal expansion and contraction. In addition, the damping design of the platform can reduce vibration interference during the welding process, improve arc stability by 40%, reduce defects such as porosity and lack of fusion, and is particularly suitable for scenarios such as high-pressure vessels and aerospace components that require extremely high weld quality.
For special welding needs, the 3D welding platform also has customized function expansion. For example, when welding dissimilar materials such as steel and aluminum, an inert gas protection channel can be integrated to prevent oxidation of the weld seam; In underwater welding simulation, the platform can cooperate with the sealed cabin to achieve welding testing under pressure environment. At the same time, the platform supports linkage with 3D scanning and online detection equipment, real-time collection of welding data and comparison with design models. Once deviations are detected, automatic alarms are triggered, achieving closed-loop control of welding quality.
In summary, the welding function of the 3D welding platform provides reliable support for welding operations from simple components to complex precision parts through precise positioning, flexible clamping, efficient collaboration, and comprehensive quality control. It is the core equipment for improving welding efficiency, stability, and consistency.
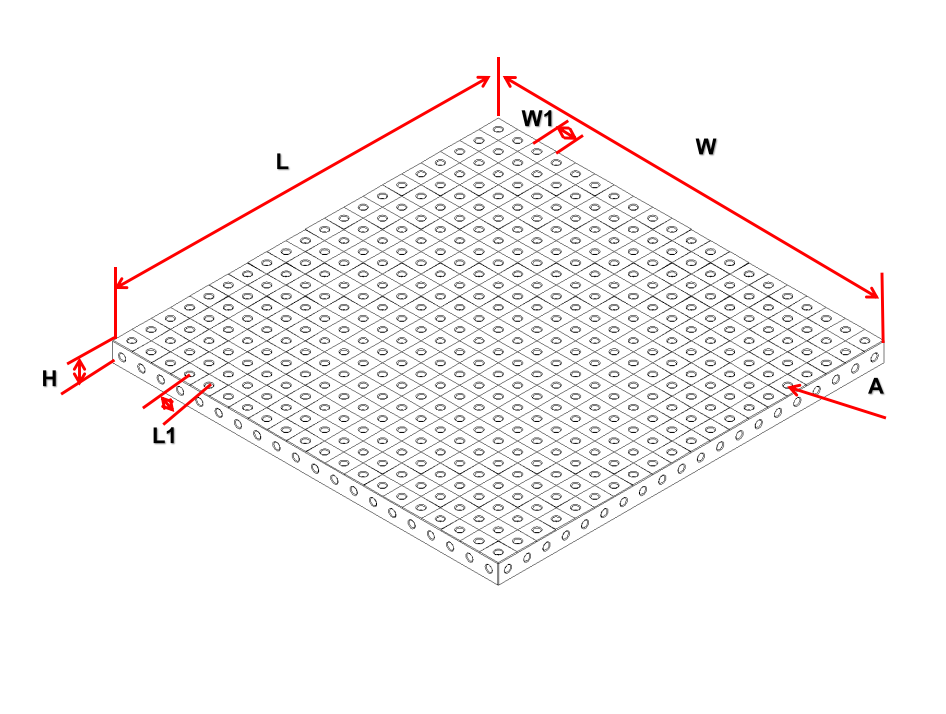
| Any size can be customized | |
| D16 Specifications (LxWxH) | |
| 1000x1000x50mm; | 2000x1000x50mm; |
| 1200x1200x50mm; | 2400x1200x50mm; |
| 1500x1500x50mm; | |
| Material:B, Q355 steel plate welding, c, high hardness steel plate welding, d, stainless steel plate welding | |
| Aperture:A = φ16.065 -- φ16.149mm. | |
| Hole spacing:L1=50±0.05mm。 | |
| Engraved line:The scribe pitch W1 = 50±0.05mm. | |
| Flatness:0.1/1000mm。 | |
| Verticality:0.05/200mm。 | |
| Surface roughness:Ra3.2。 | |
| Bearing:Standard type 2T, frame type: 5T. | |
| Hardness:Hardness of material body | |
 |
|
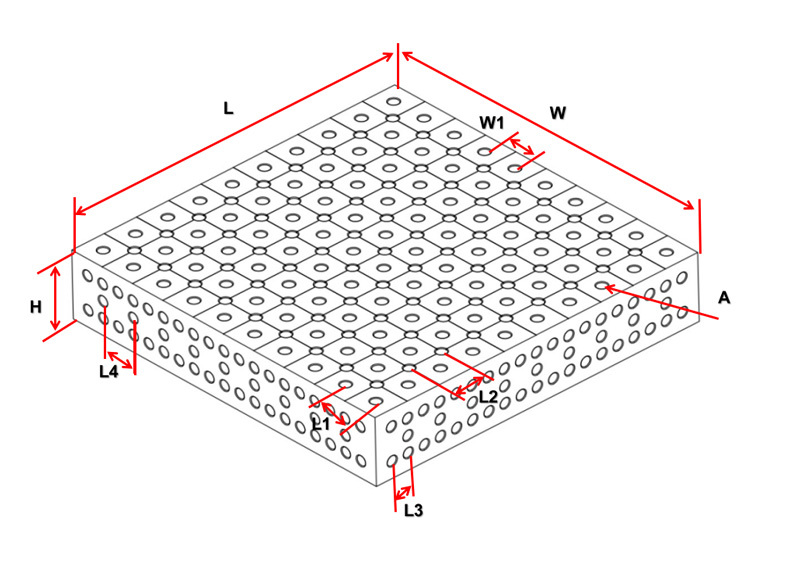
| Any size can be customized | |
| D22 Specifications (LxWxH) | |
| 1000x1000x200mm; | 2400x1200x200mm; |
| 1200x1200x200mm; | 3000x1500x200mm; |
| 1500x1500x200mm; | 4000x2000x200mm; |
| 2000x1000x200mm; | |
| Material:A, HT300 casting, B, Q355 steel plate welding, c, high hardness steel plate welding, d, stainless steel plate welding | |
| Aperture:A = φ22.065 -- φ22.149mm. | |
| Hole spacing:L1=100±0.05mm。L2=100±0.05mm。L3=50±0.05mm。L4=50±0.05mm。 | |
| Engraved line:The scribe pitch W1 = 100±0.05mm. | |
| Flatness:0.1/1000mm。 | |
| Verticality:0.1/200mm。 | |
| Surface roughness:Ra3.2。 | |
| Bearing:Standard type 2T, frame type: 5T. | |
| Hardness:Hardness of material body and nitriding layer: HV450-HV630 | |
 |
|
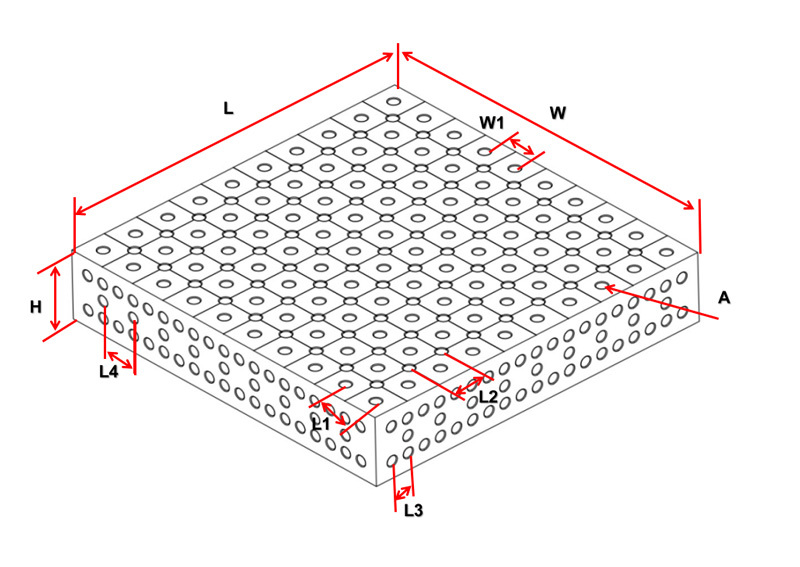
| Any size can be customized | |
| D28 Specifications (LxWxH) | |
| 1000 × 1000 × 200mm | 1500 × 1500 × 200mm |
| 1000 × 1500 × 200mm | 1500 × 2000 × 200mm |
| 1000 × 2000 × 200mm | 1500 × 3000 × 200mm |
| 1000 × 2500 × 200mm | 1200 × 2400 × 200mm |
| 1200 × 1200 × 200mm | 2000 × 3000 × 200mm |
| 1200 × 2400 × 200mm | 2000 × 4000 × 200mm |
| Material:A, HT300 casting, B, Q355 steel plate welding, c, high hardness steel plate welding, d, stainless steel plate welding | |
| Aperture:A = φ28.065 -- φ28.149mm. | |
| Hole spacing:L1=100±0.05mm。L2=100±0.05mm。L3=50±0.05mm。L4=50±0.05mm。 | |
| Engraved line:The scribe pitch W1 = 100±0.05mm. | |
| Flatness:0.1/1000mm。 | |
| Verticality:0.1/200mm。 | |
| Surface roughness:Ra3.2。 | |
| Bearing:Standard type 2T, frame type: 5T. | |
| Hardness:Hardness of material body and nitriding layer: HV450-HV630 | |
 |
|
 |
 |
 |
 |
 |
 |

 2025-09-22
2025-09-22



Botou Bozhong Precision Machine Tool Co., Ltd.
Copyright © 2025-2026 https://www.bozhong-weldingtable.com. All Rights Reserved Botou Bozhong Precision Machine Tool Co., Ltd.Copyright