


- Navigation -
 Current Location:
Current Location:PRODUCTS DETAILS
PRODUCTS DISCRIPT
-
Welding Table
-
Machine Tool Casting
-
Cast Iron Surface Plate
-
Granite Surface Plate Measuring Tools
-
Machine Tool Leveling Pad
-
3D Platform Accessories
-
Plug Gauge/Ring Gauge
-
Bent board/square box
-
Machine Tool Test Bar
-
Magnesium-Aluminum Straightedge
-
Cast Iron Straight Edge/Square
-
Welding displacement series

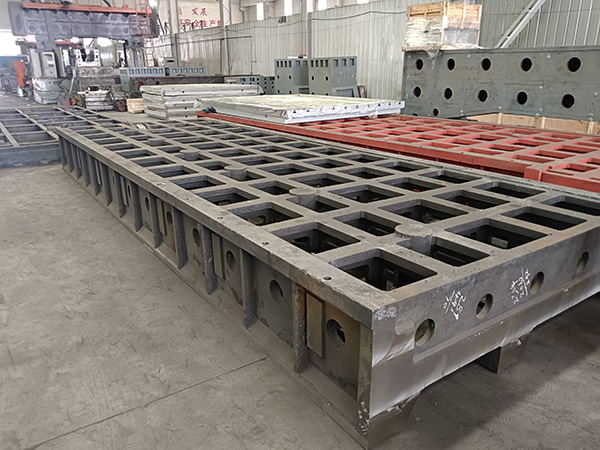
Welding table
As the core equipment for metal processing and Welding tables, the maintenance and upkeep of the welding workbench directly affect welding accuracy, service life, and operational sa......


 PRODUCT DETAILS
PRODUCT DETAILS
As the core equipment for metal processing and Welding tables, the maintenance and upkeep of the welding workbench directly affect welding accuracy, service life, and operational safety. The following are specific maintenance points:
1、 Daily cleaning and surface maintenance
Timely clean up welding slag and splashes
After each Welding table, it is necessary to immediately use a wire brush, scraper, or specialized scraper to remove welding slag and metal splashes from the table and gaps, in order to avoid high-temperature residual welding slag from adhering to the table after cooling, which may cause scratches or deformation of the table due to long-term accumulation.
If there are melted metal particles on the countertop, they can be gently removed by grinding with an angle grinder after cooling to avoid damage to the countertop caused by hard prying.
Regularly remove oil stains and impurities
Wipe the countertop with neutral cleaning agents (such as soapy water) or specialized metal cleaning agents every week to remove oil, dust, and coolant residue, preventing grease from corroding the countertop or affecting the accuracy of workpiece positioning.
After cleaning, wipe dry with a dry cloth, paying special attention to gaps such as T-grooves and positioning holes, to avoid moisture residue causing rust (for ordinary steel countertops that have not undergone rust prevention treatment).
rust proof
For carbon steel workbenches, a thin layer of rust proof oil or rust inhibitor can be sprayed after cleaning (avoid using acidic or alkaline rust removers to prevent corrosion of the countertop); Stainless steel countertops should avoid contact with chloride ions (such as salt water) to prevent pitting corrosion.
When not in use for a long time, it is necessary to cover the countertop with waterproof oilcloth or plastic film to prevent corrosion caused by humid environment.
2、 Structure and component maintenance
Check the flatness and integrity of the tabletop
Check the countertop monthly for any deformation, cracks, or dents. Flatness can be measured using a spirit level (if the error exceeds the standard value, contact the manufacturer for correction or replacement).
Focus on checking the wear of the T-shaped groove, positioning hole, and fixture installation position. If there are burrs or deformations in the groove, gently polish it with a file to avoid affecting the installation accuracy of the fixture.
Tightening connectors and adjusting components
Regularly (quarterly) check whether the workbench frame, legs, adjusting bolts and other connecting parts are loose, and tighten them one by one with a wrench to prevent the workbench from affecting stability due to shaking.
For adjustable height supports or legs, it is necessary to check the lubrication of the adjusting screw and add a small amount of lubricating grease (such as lithium grease) every month to ensure smooth adjustment and avoid jamming or rusting.
Maintain auxiliary functional components
Workbench with magnetic suction device: Regularly clean the surface of the magnetic suction cup, check whether the magnetic force is uniform, and if the magnetic force weakens, check whether the power supply or magnet is damaged.
Workbench with rotation or movement function: Check the lubrication and wear of the rotating shaft and rollers, add lubricating oil every month, and replace the bearings or rollers in a timely manner when the wear is severe.
Grounding device: Ensure that the grounding circuit of the workbench is firmly connected, and test the grounding resistance every month (should be ≤ 4 Ω) to prevent the risk of static electricity or leakage during welding.
3、 Fixture and accessory maintenance
Fixture cleaning and lubrication
Welding fixtures (such as pressure plates, locating pins, and T-bolts) need to be cleaned synchronously with the workbench to remove welding slag and oil stains. Moving parts (such as bolts and hinges) should be lubricated with a small amount of oil every week to prevent jamming.
Check the clamping force of the fixture. If bolt slippage or pressure plate deformation is found, it should be replaced in a timely manner to avoid loosening when clamping the workpiece.
Storage and Management of Accessories
Unused fixtures, positioning blocks, and other accessories should be classified and stored in the toolbox to avoid being randomly placed on the countertop, which may cause scratches or loss of accessories.
Vulnerable parts (such as T-nuts and washers) need to be spare to ensure timely replacement in case of damage, without affecting the operation.
4、 Special case handling
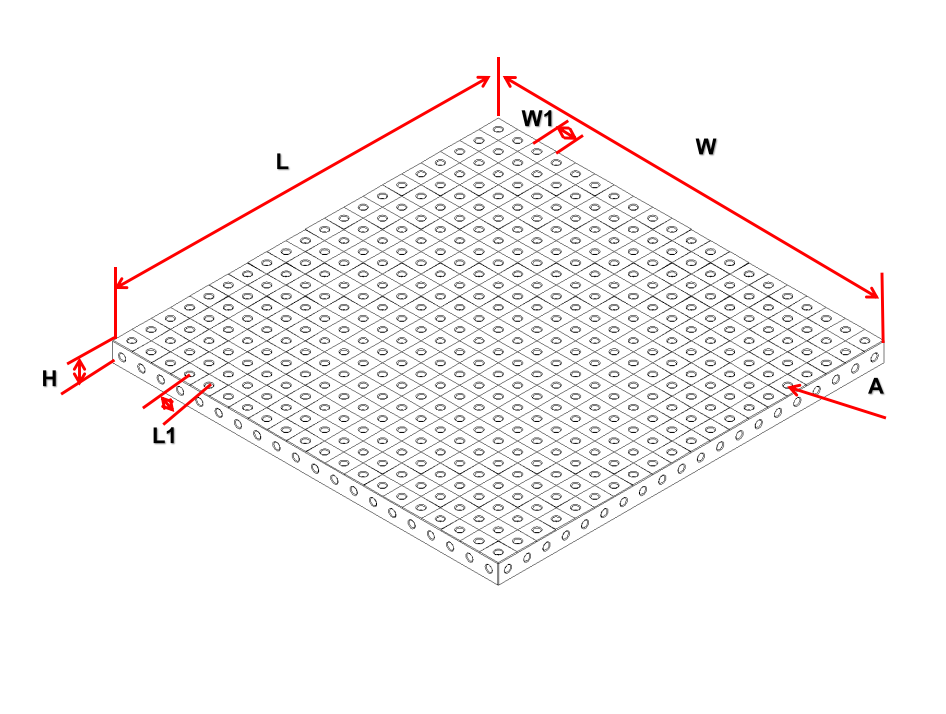
| Any size can be customized | |
| D16 Specifications (LxWxH) | |
| 1000x1000x50mm; | 2000x1000x50mm; |
| 1200x1200x50mm; | 2400x1200x50mm; |
| 1500x1500x50mm; | |
| Material:B, Q355 steel plate welding, c, high hardness steel plate welding, d, stainless steel plate welding | |
| Aperture:A = φ16.065 -- φ16.149mm. | |
| Hole spacing:L1=50±0.05mm。 | |
| Engraved line:The scribe pitch W1 = 50±0.05mm. | |
| Flatness:0.1/1000mm。 | |
| Verticality:0.05/200mm。 | |
| Surface roughness:Ra3.2。 | |
| Bearing:Standard type 2T, frame type: 5T. | |
| Hardness:Hardness of material body | |
 |
|
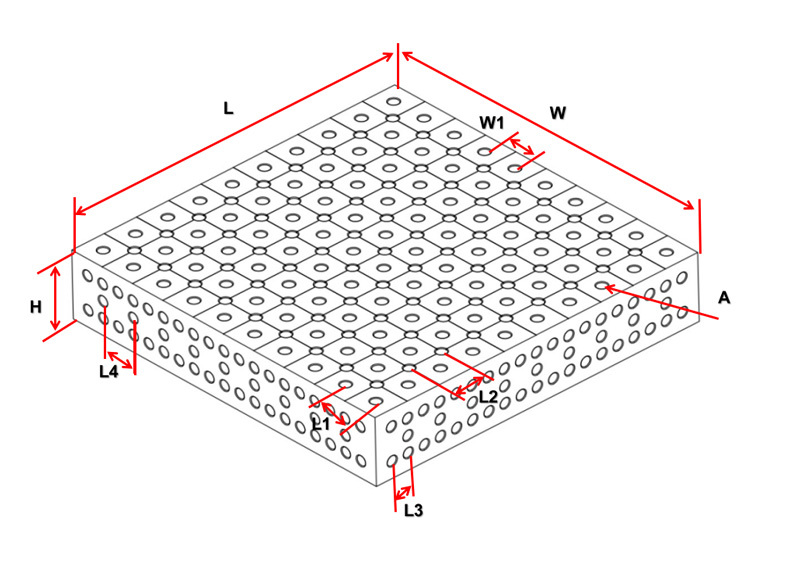
| Any size can be customized | |
| D22 Specifications (LxWxH) | |
| 1000x1000x200mm; | 2400x1200x200mm; |
| 1200x1200x200mm; | 3000x1500x200mm; |
| 1500x1500x200mm; | 4000x2000x200mm; |
| 2000x1000x200mm; | |
| Material:A, HT300 casting, B, Q355 steel plate welding, c, high hardness steel plate welding, d, stainless steel plate welding | |
| Aperture:A = φ22.065 -- φ22.149mm. | |
| Hole spacing:L1=100±0.05mm。L2=100±0.05mm。L3=50±0.05mm。L4=50±0.05mm。 | |
| Engraved line:The scribe pitch W1 = 100±0.05mm. | |
| Flatness:0.1/1000mm。 | |
| Verticality:0.1/200mm。 | |
| Surface roughness:Ra3.2。 | |
| Bearing:Standard type 2T, frame type: 5T. | |
| Hardness:Hardness of material body and nitriding layer: HV450-HV630 | |
 |
|
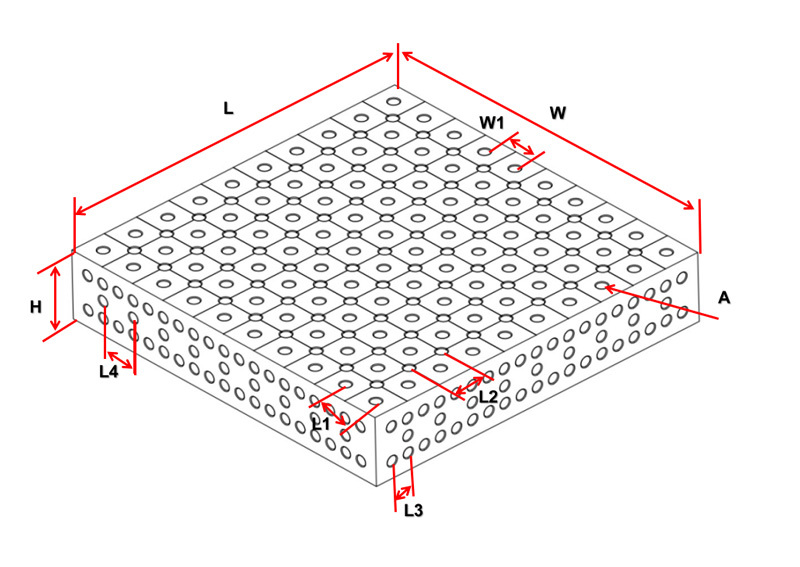
| Any size can be customized | |
| D28 Specifications (LxWxH) | |
| 1000 × 1000 × 200mm | 1500 × 1500 × 200mm |
| 1000 × 1500 × 200mm | 1500 × 2000 × 200mm |
| 1000 × 2000 × 200mm | 1500 × 3000 × 200mm |
| 1000 × 2500 × 200mm | 1200 × 2400 × 200mm |
| 1200 × 1200 × 200mm | 2000 × 3000 × 200mm |
| 1200 × 2400 × 200mm | 2000 × 4000 × 200mm |
| Material:A, HT300 casting, B, Q355 steel plate welding, c, high hardness steel plate welding, d, stainless steel plate welding | |
| Aperture:A = φ28.065 -- φ28.149mm. | |
| Hole spacing:L1=100±0.05mm。L2=100±0.05mm。L3=50±0.05mm。L4=50±0.05mm。 | |
| Engraved line:The scribe pitch W1 = 100±0.05mm. | |
| Flatness:0.1/1000mm。 | |
| Verticality:0.1/200mm。 | |
| Surface roughness:Ra3.2。 | |
| Bearing:Standard type 2T, frame type: 5T. | |
| Hardness:Hardness of material body and nitriding layer: HV450-HV630 | |
 |
|
 |
 |
 |
 |
 |
 |

 2025-09-22
2025-09-22



Botou Bozhong Precision Machine Tool Co., Ltd.
Copyright © 2025-2026 https://www.bozhong-weldingtable.com. All Rights Reserved Botou Bozhong Precision Machine Tool Co., Ltd.Copyright