


- Navigation -
 Current Location:
Current Location:PRODUCTS DETAILS
PRODUCTS DISCRIPT
-
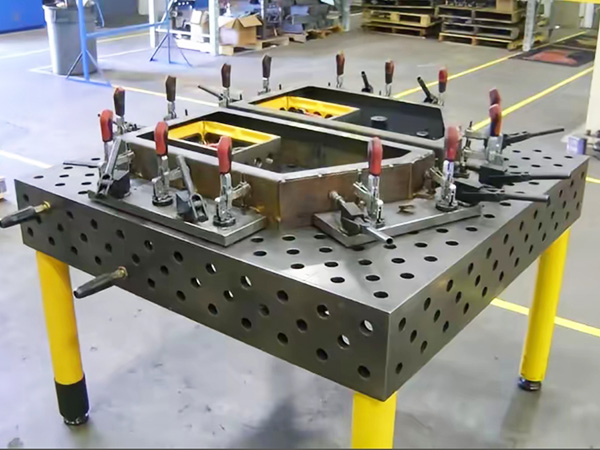
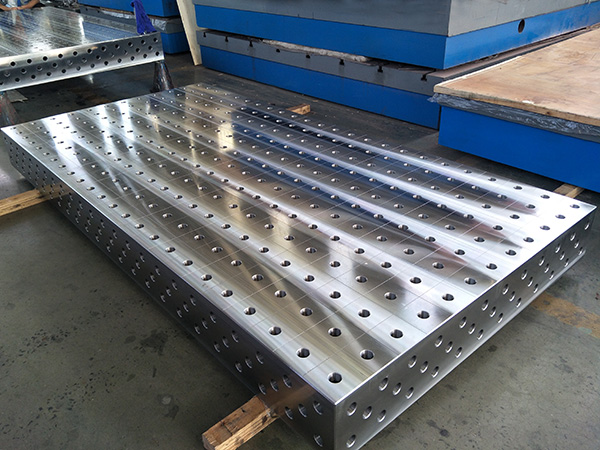
Welding Table
-
Machine Tool Casting
-
Cast Iron Surface Plate
-
Granite Surface Plate Measuring Tools
-
Machine Tool Leveling Pad
-
3D Platform Accessories
-
Plug Gauge/Ring Gauge
-
Bent board/square box
-
Machine Tool Test Bar
-
Magnesium-Aluminum Straightedge
-
Cast Iron Straight Edge/Square
-
Welding displacement series

Machine tool crossbeam column casting
The casting of Machine tool crossbeam column castings is the core load-bearing and guiding component for precision machining of machine tools, and its performance directly determine......


 PRODUCT DETAILS
PRODUCT DETAILS
The casting of Machine tool crossbeam column castings is the core load-bearing and guiding component for precision machining of machine tools, and its performance directly determines the rigidity, motion accuracy, and service life of the machine tool. This type of casting needs to meet the requirements of bearing capacity, deformation resistance, and vibration attenuation characteristics simultaneously, with strict requirements in material selection, structural design, and manufacturing processes.
In terms of materials, over 90% of machine tool crossbeams and columns are made of gray cast iron (HT250-HT300), whose flake graphite structure can effectively absorb cutting vibrations and reduce machining chatter. For heavy-duty machine tools (such as floor boring and milling machines), ductile iron (QT500-7) with higher tensile strength is selected, which enhances toughness through spherical graphite morphology and can withstand loads of over 30 tons. Special precision machine tools will use alloy cast iron to increase hardness to HB220-250 by adding chromium and molybdenum elements, enhancing the wear resistance of the guide rail surface.
The structural design follows the principle of "maximizing rigidity+minimizing weight". The columns are mostly rectangular or square frame structures, with a grid support composed of cross bars and diagonal bars inside. The thickness of the reinforcement plate is 1/3-1/2 of the wall thickness, which not only reduces self weight but also avoids resonance. The crossbeam adopts a box shaped cross-section, with transverse reinforcement plates set every 500mm in the length direction, forming an anti bending structure with longitudinal main reinforcement. Large crossbeams are also designed with waist shaped weight reduction holes to reduce weight by 15-20% while maintaining rigidity. The installation surface of the guide rail is a critical functional area, and the flatness should be controlled to be ≤ 0.02mm/m, with a perpendicularity error of no more than 0.01mm/m with respect to the direction of motion, to ensure smooth movement of the slider or pillow.
The manufacturing process needs to be strictly controlled. The casting adopts resin sand casting technology to ensure the dimensional accuracy of CT8-CT10 grade castings, and the casting temperature is controlled at 1380-1420 ℃ to avoid cold shut and shrinkage defects. After the casting is formed, it must undergo artificial aging treatment at 600 ℃ for 8 hours to eliminate internal stresses in the casting and prevent deformation during subsequent processing. In the precision machining stage, micrometer level accuracy is achieved through a CNC guide rail grinder. After quenching treatment (HRC50-55) on the guide rail surface, precision grinding is carried out to achieve a surface roughness of Ra0.8 μ m.
In the application scenario, the column of the vertical machining center needs to bear the vertical movement of the spindle box, and its guide surface is treated with plastic coating to reduce friction; The double columns of the gantry machine tool ensure the parallelism of the crossbeam movement through symmetrical design; The crossbeam of the horizontal machining center is integrated with a T-shaped groove to meet the rapid replacement needs of various fixtures. These castings, through the dual effects of rigid support and precise guidance, ensure that the machine tool can maintain a machining accuracy of 0.01mm during high-speed cutting, which is the basic guarantee for modern machine tools to achieve precision manufacturing.
 2026-06-23
2026-06-23



Botou Bozhong Precision Machine Tool Co., Ltd.
Copyright © 2025-2026 https://www.bozhong-weldingtable.com. All Rights Reserved Botou Bozhong Precision Machine Tool Co., Ltd.Copyright