


- Navigation -
 Current Location:
Current Location:NEWS DETAILS
NEWS INFORMATION
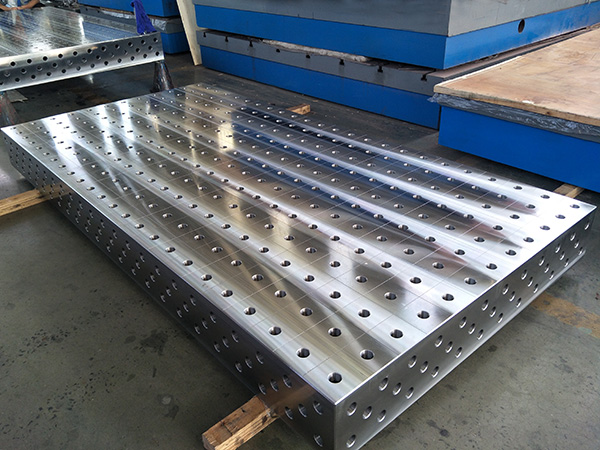
Flatness Tolerance and Measurement Principles for Industrial Welding Platforms
AUTHOR:Bozhong Tool DATE:2026-07-15 19:41:50 HITS:99
In precision fabrication, the difference between a part that fits and one that does not often comes down to a few hundredths of a millimetre. The flatness of the welding platform on which a workpiece is positioned, the accuracy of the cast iron surface plate used as a reference for assembly, and the geometric stability of the granite measurement table in the quality inspection area — all of these factors directly determine the dimensional accuracy of the finished weldment. Understanding flatness tolerance, the measurement methods used to verify it, and the engineering principles behind dimensional accuracy is not the exclusive domain of metrologists — it is essential knowledge for welding engineers, fabrication managers, and quality control professionals alike.
This article provides a thorough, practical explanation of flatness tolerance and measurement principles as they apply to industrial welding platforms and related measurement surfaces. It covers the relevant international standards, the technical basis for tolerance grade selection, and the methods used to achieve, verify, and maintain dimensional accuracy in production environments. Whether you are specifying a new welding table, setting up a quality inspection station, or troubleshooting dimensional errors in your fabrication process, the principles outlined here will help you make informed decisions and apply the correct technical standards.
What Is Flatness Tolerance and Why It Matters in Welding
Flatness is a geometrical tolerance that defines the maximum permissible deviation between two parallel planes that enclose the actual surface of a workpiece or measurement reference. In simpler terms, it describes how much a surface deviates from being perfectly flat — without reference to any external datum, purely in terms of the surface itself.
The formal definition, as established in ISO 1101:2017 Geometrical Product Specifications (GPS), describes flatness tolerance as the distance between two parallel planes that constrain the entire surface under evaluation. Any point on the measured surface must lie between these two planes. The tolerance value defines the maximum permissible gap between those planes.
In welding applications, flatness tolerance matters for several interconnected reasons:
Weld fit-up accuracy: If the welding table surface on which a workpiece is positioned has significant flatness deviation, the workpiece itself will be tilted or distorted, causing misalignment at the joint and leading to poor weld penetration, excess filler consumption, and dimensional non-compliance.
Fixture repeatability: Modular fixturing systems rely on consistent reference surfaces to achieve repeatable setups. A table that has lost its flatness tolerance produces inconsistent fixturing results even when the same configuration of stop pins, angle plates, and clamping components is used.
Assembly stacking tolerances: In multi-part weldments where each component must be assembled in sequence, small flatness errors accumulate through the assembly process. A table with good flatness helps break this error chain by providing a consistent reference plane.
Measurement accuracy: In quality inspection areas, granite surface plates and cast iron reference surfaces used as measurement datums must themselves be flat to within the relevant tolerance grade to provide a valid reference for measuring the flatness of workpieces.
Understanding Surface Roughness: Ra Values Explained
While flatness describes the macro-geometric form of a surface, surface roughness describes its micro-geometric texture — the fine irregularities that remain after machining or finishing. In welding applications, surface roughness is relevant in two principal contexts: the surface condition of the workpiece prior to welding (affecting joint preparation and weld quality) and the surface condition of the measurement reference plate used in quality control.
The most commonly used parameter for quantifying surface roughness is Ra — the arithmetic mean of the absolute values of the profile deviations from the mean line, measured across a standardised evaluation length. Ra is expressed in micrometres (µm) or microinches (µin). Lower Ra values indicate smoother surfaces.
For industrial applications, typical Ra ranges are:
For the working surface of a cast iron welding table used in general fabrication, an Ra in the range of 1.6–3.2 µm is typical — smooth enough to provide consistent workpiece support and clamping without being unnecessarily refined for the application. For precision welding platforms or granite measurement surfaces used as reference plates, Ra values below 0.8 µm are expected, and surface plates certified to Grade 0 or Grade A per ISO 8512-1:2017 typically achieve Ra values in the 0.2–0.4 µm range after scraping and seasoning.
Dimensional Tolerance Grades: IT12, IT13, IT14 Explained
The International Tolerance (IT) grade system, defined in ISO 286-1:2010, provides a standardised framework for specifying the dimensional tolerance of machined parts. IT grades define the magnitude of the tolerance interval as a function of the nominal dimension. Each IT grade corresponds to a specific tolerance unit (i) calculated from the basic size, and the standard specifies the numerical tolerance values for a range of nominal dimensions.
For industrial welding and general fabrication, IT12 through IT14 are the most commonly applied tolerance grades:
For welding tables used in production fabrication, the flatness tolerance of the table surface typically corresponds to IT12 or IT13 quality — meaning the surface should be flat to within approximately 0.05–0.10 mm per metre for a table up to 2 metres in length. DIN 876 provides specific flatness tolerance values for flat and straight surfaces used in metrology and manufacturing testing, and these are frequently used as reference values when specifying the accuracy grade of a welding platform.
How Flatness Affects Weld Quality and Assembly Accuracy
The connection between welding platform flatness and weld quality is often underappreciated. When a workpiece is positioned on a table with significant flatness deviation, the resulting workpiece tilt introduces a systematic angular error into the joint preparation. This error propagates through the welding process in several ways:
Root gap inconsistency: A workpiece that is not sitting flat on the table will exhibit varying root gap along the joint length, leading to burn-through in wide-gap areas and lack of fusion in tight-gap areas.
Angular distortion: The weld solidification and cooling process already introduces angular distortion; adding a pre-existing geometrical error from an uneven table surface compounds the total dimensional deviation.
Excess welding effort: Operators frequently compensate for root gap variations by adjusting travel speed and wire feed, leading to inconsistent heat input and variable weld bead profiles.
Fit-up costs: Parts that do not sit correctly on the table require additional time-consuming fit-up adjustments, tack welds, and rework — all of which add to production cost and cycle time.
Investing in a flat, well-maintained welding platform is one of the most cost-effective quality improvements available to a fabrication shop. A platform that holds its flatness tolerance over years of production use eliminates a major source of systematic error in the manufacturing process.
Measuring Flatness: Methods and Tools
Flatness measurement is a well-established metrological discipline, with several standardised methods available depending on the required accuracy level and the size of the surface being measured. The most commonly used methods for industrial welding platforms are:
Straight-Edge and Feeler Gauge Method
The most accessible method for workshop-level flatness verification: a precision straight edge (grade I or II per DIN 874 for flatness standards) is placed across the surface in multiple orientations, and the gap between the straight edge and the surface is measured with feeler gauges at multiple points. The maximum gap found across all orientations and positions is taken as the flatness deviation. This method is practical for tables up to approximately 3 metres in length and can achieve resolution of 0.01 mm with appropriate gauges.
Autocollimator Method
An autocollimator measures small angular deviations by projecting a beam of light onto a reflective surface and measuring the reflected return angle. By placing the autocollimator at multiple positions across the surface and using a reflecting straight edge or reflector plate, the operator can compute the flatness deviation with accuracy of 0.001 mm/m or better. This method is specified in ISO 8512-1:2017 for surface plate certification and is the preferred method for calibrating high-accuracy reference surfaces.
Coordinate Measuring Machine (CMM)
For highest accuracy requirements, a CMM can map the surface in three dimensions and compute flatness deviation statistically across the full measurement grid. CMM measurement is typically used for metrology-grade reference plates and is less commonly applied to production welding tables due to the time and equipment required.
Factors That Cause Welding Tables to Lose Flatness
Even the highest-quality industrial welding table will gradually lose its original flatness tolerance if subjected to certain operating conditions. Understanding these factors helps maintenance teams design preventive strategies:
Thermal cycling: Repeated heating and cooling from proximity to welding arcs, heavy grinding operations nearby, and ambient temperature fluctuations causes differential thermal expansion in cast iron, leading to gradual stress relief and micro-distortion over time.
Mechanical overloading: Exceeding the table's rated load capacity places the cast iron structure under compressive and flexural stresses that can cause plastic deformation — a permanent, non-recoverable loss of flatness.
Impact damage: Dropping heavy workpieces onto the table surface, especially near edges or unsupported areas, creates localised deformation and crack initiation.
Rust and corrosion: As discussed in our maintenance article, rust formation on cast iron surfaces introduces differential volume changes and surface irregularities that accumulate over time if not promptly treated.
Extended static loading: Heavy workpieces left on the table for extended periods — particularly near edges or unsupported spans — can cause creep deformation in cast iron, particularly at elevated workshop temperatures.
Age and material fatigue: Cast iron, while dimensionally stable under normal conditions, undergoes gradual microstructural changes over very long service periods. This is why calibration certification for surface plates and measurement-grade platforms has a defined validity period (typically 1 year for Grade 0–1, 2 years for Grade 2).
How Cast Iron and Granite Platforms Maintain Dimensional Stability
Cast iron and granite are the two most common materials for precision measurement and fixturing platforms in industrial welding environments, each with distinct material properties that make them suited to specific applications.
Cast iron, particularly in grades FC250 or FC300 per ASTM A159, offers high stiffness, excellent damping characteristics, and the ability to be hand-scraped to very high flatness accuracy. The internal graphite flake structure of grey cast iron provides natural self-lubricating properties that resist wear. Cast iron platforms can be scraped to restore flatness when wear or deformation occurs, extending their useful service life indefinitely provided the structure remains sound.
Granite, typically sourced as black granite (e.g., Basalt or Jinan granite), is preferred for metrology applications because it is non-magnetic, does not rust, resists chemical attack, and has very low thermal expansion coefficient (approximately 5–7 × 10⁻⁶/°C compared to 10–12 × 10⁻⁶/°C for cast iron). This dimensional stability makes granite the material of choice for precision measurement surfaces in quality control labs. ASME B89.3.7 provides detailed specifications for granite measurement surfaces, including requirements for surface texture, flatness, and recurrence of surface texture (RST) after resurfacing.
Industrial welding platforms from established manufacturers in China are produced using controlled casting and machining processes that achieve initial flatness tolerances in the IT12–IT13 range, with options for higher-precision grades where required. The combination of modern CNC machining for initial surface preparation and skilled hand-scraping for final precision means that Chinese industrial manufacturers can consistently produce platforms that meet or exceed internationally recognised tolerance specifications.
Calibrating and Recertifying Your Measurement Platform
For platforms used as measurement references — including surface plates, granite measurement tables, and precision welding platforms used in critical assembly operations — regular calibration against traceable standards is essential to maintain confidence in dimensional measurements. Calibration should be performed by an accredited metrology laboratory or a qualified internal metrologist using procedures traceable to national standards (NIST in the United States, equivalent national metrology institutes in other countries).
The calibration process for a surface plate or precision platform typically involves:
Environmental condition verification (temperature, humidity, vibration)
Visual and tactile inspection for surface damage, rust, or contamination
Flatness measurement using autocollimator or CMM methods
Surface roughness measurement (Ra)
Recurrence of surface texture (RST) test — a form/flatness check using a sensitive indicator after the surface has been lightly marked by a scraping operation
Documentation of all results against the applicable standard grade requirements
Issue of a calibration certificate with traceability statement and re-certification due date
Tolerance Requirements by Industry Application
The appropriate flatness tolerance for a welding platform varies significantly depending on the industry and application. Below is a summary of typical requirements across common sectors:
Maintaining Measurement Accuracy in Production Environments
Even the most accurately manufactured measurement platform will lose its precision if subjected to harsh production conditions without proper care. Maintaining measurement accuracy in production environments requires disciplined procedures and a clear understanding of the environmental factors that affect dimensional accuracy:
Temperature control: Thermal expansion is the single largest source of measurement error in production environments. Maintain workshop temperature within ±2°C of the reference temperature (20°C per ISO 1) when high-precision measurements are being performed. Allow large workpieces and reference plates to equilibrate to workshop temperature before measurement.
Isolation from vibration: Locate precision measurement surfaces away from heavy machinery, stamping presses, and vibrating equipment. Vibration can cause slow creep of measurement styli and affect the repeatability of measurements.
Proper handling and cleaning: Always handle surface plates and measurement platforms with clean hands (skin oils cause corrosion on bare cast iron). Clean with petroleum jelly or a dedicated surface plate cleaning kit — never with abrasive materials.
Controlled use: Avoid using metrology-grade surfaces as general working platforms. Reserve the highest-accuracy surface plates for measurement only; use production-grade welding tables for fabrication work.
Scheduled re-certification: Even surfaces that show no visible deterioration should be re-certified at the intervals specified by the applicable standard. Gradual, invisible wear can accumulate to exceed tolerance limits between visible damage events.
For workshops seeking to source high-quality, accurately toleranced industrial welding platforms and measurement surfaces from a China factory, requesting third-party calibration certificates, material test reports, and documented flatness inspection records for each unit provides verifiable evidence of conformance to specified tolerance grades.
References
International Organization for Standardization. ISO 1 — Geometrical Product Specifications (GPS): Standard Reference Temperature for the Specification of Geometrical and Dimensional Properties. ISO, Geneva.
International Organization for Standardization. ISO 8512-1:2017 — Geometrical Product Specifications (GPS): Surface Plates — Part 1: Cast Iron Surface Plates. ISO, Geneva, 2017.
The American Society of Mechanical Engineers. ASME B89.3.7 — Standard for Granite Surface Plates. ASME, New York.
VDI/VDE-Gesellschaft. VDI/VDE 2617-2 — Accuracy of Coordinate Measuring Machines: Assessment of Measurement Uncertainty for Coordinate Measurement Machines according to ISO 10360-2. Beuth Verlag, Berlin, 2012.
Kalpakjian, S. & Schmid, S.R. Manufacturing Engineering and Technology (7th Edition). Pearson Education, Boston, MA, 2014.
International Organization for Standardization. ISO 2768-1 and ISO 2768-2 — General Tolerances for Dimensions and Geometrical Tolerances. ISO, Geneva.



-
Flatness Tolerance and Measurement Principles for Industrial Welding Platforms
-
Clamping and Fixturing Systems for 3D Welding Tables: A Design Guide
-
Quick Clamping Systems for Efficiency in Modern Welding Operations
-
Quality Control and Inspection of Industrial Welding Tables: Standards and Procedures
-
Precision Engineering in 3D Welding Table Manufacturing: What Every Buyer Should Know
-
Modular Welding Tables: Optimizing Fabrication Workflow for Maximum Throughput
Botou Bozhong Precision Machine Tool Co., Ltd.
Copyright © 2025-2026 https://www.bozhong-weldingtable.com. All Rights Reserved Botou Bozhong Precision Machine Tool Co., Ltd.Copyright